Huomaa: Tämä on ilmaisten Sähköpostisyötteidemme Oppitunti 5 & nopeuksien mestariluokka. Klikkaa tästä lisätietoja Master Class.
leikkuunopeus, Syöttönopeus, porrastus ja leikkaussyvyys.
ennen kuin voit luoda g-koodin mille tahansa ominaisuudelle, CAM-ohjelmiston on tiedettävä nämä asiat. Useimmat CNC-koneet laskevat leikkuunopeuden ja syöttönopeuden tieteen avulla. Valitettavasti useimmilla CNC-koneilla ei ole tieteellistä tapaa valita leikkaus-ja Porrastussyvyyttä. Leikkaussyvyyden ja porrastuksen valinta rajoittaa Leikkuunopeutta ja syöttönopeutta. Tämä tarkoittaa, että voimme vapauttaa paljon potentiaalia omaksumalla Tieteellisemmän lähestymistavan leikkaus-ja Porrastussyvyyteen.
määritellään leikkaussyvyys ja leikkausleveys
aloitetaan määrittelemällä termit ”leikkaussyvyys” ja ”leikkausleveys”(kutsutaan myös ”Porrasperäksi”). Koska kuva on tuhannen sanan arvoinen:
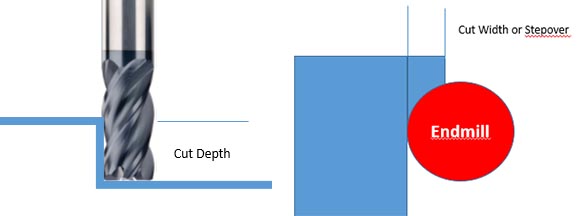
leikkaussyvyys on todellisuudessa leikkaavien huilujen sivun pituus. Joten, jos teet taskussa useita vaiheita tai kerroksia, se on paksuus nykyisen kerroksen olet leikkaus eikä koko syvyys taskussa. Leikkaussyvyyttä kutsutaan myös aksiaaliseksi Leikkaussyvyydeksi.
Leikkuuleveys, jota kutsutaan myös Porrastukseksi, on leikkauksen kokonaispaksuus, kun tarkastellaan leikkuutyökalua ylhäältä. Se voi olla enintään 100% leikkurin halkaisijasta. Stepover kutsutaan myös säteittäinen syvyys leikata.
täydellisyyden vuoksi leikkuunopeus määritellään karanopeudeksi (kierroslukuina) leikkauksessa. Syöttönopeus määritellään sen mukaan, kuinka nopeasti leikkuri liikkuu leikkauksessa.
Materiaalinpoistonopeus: mitä optimoimme
ollaan tarkkoja siitä, mitä optimoimme. Rouhinnassa haluamme optimoida materiaalin Poistonopeuden. Rouhinnan tarkoitushan on raaka-aineen poisto. Haluamme tehdä sen mahdollisimman nopeasti tinkimättä Työkaluelämästä niin paljon, että se ei ole sen arvoista.
Materiaalinpoistoaste (lyhennetty MRR) on funktio:
- työkalun muoto. Yleisin on sylinteri, joka on muoto useimmat leikkurit.
- leikkaussyvyys, joka määrää sylinterin pituuden.
- Porrasperä, joka määrittää, mikä osa sylinterin ympärysmitasta todellisuudessa leikkaa.
- Syöttönopeus, joka on sylinterin kerroin sen kulkiessa työkappaletta pitkin.
tyypillinen MRR-laskelma näyttää tältä:
MRR = aksiaalinen leikkaussyvyys * säteittäinen leikkaussyvyys * Syöttönopeus (kaikki arvot tuumina tai tuumina minuutissa syöttönopeuden osalta)
tällä kaavalla saadaan leikkurin poistamien kuutiotuumien määrä minuutissa.
nyt on viimeinen kappale:
työkappaleen rouhintaan käytetty työstöaika määräytyy useimmiten materiaalin Poistonopeuden mukaan. Jos saat suuremman materiaalin poiston, voit lyhentää työstöaikaa. Kaupallisen konepaja, optimoimalla MRR voi tehdä valtava ero yrityksesi.
yksinkertaisesta kaavasta näkee, miten valtava vaikutus leikkaus – ja Porrastussyvyydellä on työstöaikaan.
Luotatko arvailuun tai vanhentuneisiin nyrkkisääntöihin leikkaus-tai Porrastussyvyyden suhteen?
leikkaussyvyys ja Porrasperä (leikkausleveys) ovat ratkaisevia muuttujia jyrsittäessä taskuja, profiloitaessa, suunnattaessa ja muissa koneistustöissä, joissa leikkaat leikkuutyökalun sivulla olevilla huiluilla. Muita tärkeitä muuttujia ovat koneen ominaisuudet, leikattava materiaali ja käytettävän työkalun kuvaus. Loput voidaan määrittää näistä muuttujista.
huolimatta leikkaus-ja Porrastussyvyyden tärkeydestä useimmilla koneistajilla ei ole analyyttisiä työkaluja, joiden avulla he voisivat optimoida arvonsa. Sen sijaan he luottavat arvailuihin, nyrkkisääntöihin ja siihen, mikä on aiemmin toiminut hyvin.
nyrkkisäännöt voivat olla hyödyllisiä muistisääntöjä, kun niillä viitataan helposti selitettäviin yksinkertaisiin ilmiöihin. Mutta, syvyys leikkaus ja leikkaus leveys, on niin monia monimutkaisia ilmiöitä, jotka ovat vuorovaikutuksessa keskenään, että nyrkkisäännöt ovat hyödyttömiä. Mikä pahempaa, ne voivat olla ristiriidassa.

ovatko nyrkkisääntösi ristiriidassa tuottavuutesi kanssa?
leikkauksen syvyyden (DOC) vaikutukset
Tässä muutamia vaikutuksia, joita leikkaus-tai Porrasperäsyvyyden muuttuminen voi vaikuttaa:
- materiaalin poiston määrä. Tietenkin, kaikki muut asiat ovat samanarvoisia, voimme ehkä poistaa eniten materiaalia hautaamalla leikkuri suurin syvyys ja leveys. Mutta kuten tiedätte, kaikki asiat eivät ole koskaan tasa-arvoisia Ja tämä strategia ei yleensä toimi hyvin ollenkaan.
- leikkurin kyky tyhjentää lastuja. Valottamalla enemmän leikkuri läpi matalampi leikkuuleveydet tekee siru clearing helppoa. Leikkurin pakottaminen kapeisiin hidasteisiin leveillä leikkausleveyksillä ja aukkojen tekeminen hyvin syviksi suhteessa leikkurin halkaisijaan tekee sirujen poistamisesta vaikeaa, joten todennäköisesti leikkaat siruja ja lyhennät vakavasti työkalun käyttöikää. Pahimmassa tapauksessa leikkuri voi rikkoutua hyvinkin nopeasti.
- Heat. Oikealla syöttönopeudella ja leikkuunopeudella suurin osa lämmöstä menee siruun. Siitä huolimatta leikkuriin voi kerääntyä lämpöä, ja jos sitä ei saada kuriin, se tappaa leikkurin nopeasti. Huilajan leikkausaika on aikaa, jolloin lämpö nousee. Aika pois leikkaus on jäähdytysaika. Leikkuri altistuu ilmalle ja jäähdytysnesteelle. Se ei leikkaa, joten sillä alueella ei ole kitkaa. MRR: n ja jäähdytyksen ”käyttöjaksojen” kompromissit ovat iso osa parhaan hsm-työkalupolun syöttönopeuden ja leikkuunopeuden laskemista. Sen maksimointi on yksi syy siihen, että hsm-työkalupolut ovat niin tuottavia.
- Tehovaatimukset. Mitä korkeampi Materiaalinpoistoaste on, sitä enemmän karatehoa tarvitaan.
- Työkalun Taipuma. Mitä enemmän voimaa pumppaamme leikkaukseen enemmän karan tehoa, sitä suuremmat leikkuuvoimat ja sitä suurempi on työkalun taipumistaipumus.
- kuluminen: jos voit levittää kulumaa useammalle huilun pituudelle tietyn määrän poistettua materiaalia varten, työkalusi kestää luonnollisesti paljon kauemmin. Mutta, tämä vaihdetaan pois vastaan suurempi todennäköisyys työkalun taipuma, joka voi myös olla huono kulumista. Käyttämällä enemmän huilu pituus tarkoittaa syvempää leikata, ja kaikki muu, joka menee, että kuten enemmän vaikeuksia siru clearing, enemmän lämpöä, ja niin edelleen.
tällaisia tekijöitä on itse asiassa paljon enemmän,ja ne kaikki liittyvät toisiinsa. Strategiat, kuten nopea koneistus, tekevät näistä keskinäisistä suhteista entistä monimutkaisempia ja arvaamattomia. Valitsemalla paras leikkaus leveys ja syvyys leikkaus ovat toiminto optimoimalla paljon kompromisseja!
voidaan tehdä systemaattisia kokeita annetulla ajalla, mutta muuttujia on niin paljon, että mikä tahansa koneen, leikattavan materiaalin ja työkalun yhdistelmä vaatii kokonaan uuden koesarjan. Iso matriisi syvyyksistä leikata ja leikata leveyksiä on koottava ja syöttönopeus ja Leikkausnopeus yhdessä MRR: n laskennassa. Hyvin harvat ehtivät tehdä kaiken tuon, joten he turvautuvat siihen, mikä on toiminut aiemmin, mikä ei ehkä ole lähelläkään optimaalista nykyhetkessä.
eli ellei sinulla ole G-Velho-Laskinohjelmistoa. GW Laskin ei ole yksi vaan kaksi työkalua optimoida syvyys leikata ja leikata leveys. Itse asiassa, koska se voi laskea kampasimpukan korkeuksia 3D-profilointia varten pallomaisilla päätemyllyillä, sillä on itse asiassa kolme työkalua, mutta haluamme keskittyä kahteen.
miten leikkaussyvyys ja Leikkuuleveys vaikuttavat Leikkuunopeuteen ja Syöttönopeuteen?
leikkurin on kyettävä puhdistamaan leikkaamiaan lastuja. Jos niitä ei selvitetä, niitä leikataan yhä uudelleen. Siinä mielessä ne kilpailevat päätymyllyn kyvyllä leikata uutta materiaalia.
, mutta leikattavasta materiaalista riippuen lastujen leikkaaminen voi pahentaa tilannetta monin tavoin:
- prosessi oikaisu sirut voivat naarmuttaa seinät ja lattia ominaisuus, pilaa pinnan viimeistely. Tämä pätee erityisesti materiaaleihin, jotka toimivat kovemmin.
- työkarkaistu lastu voi tylsyttää leikkurin kiireessä. Et koskaan heittäisi kourallista Super kovettuneita siruja leikkurisi tielle, mutta niin käy, jos et saa siruja raivattua.
- mitä enemmän siruja on kasattuna leikkauksen ympärille,sitä vaikeampaa on heittää uusia siruja pois leikkauksesta. Mitä kovemmin jäähdytysnesteen on työskenneltävä päästäkseen kaikkialle-se voi tukkeutua sirujen kasaantumisesta.
tuo kaikki on huonoa, mutta pahenee vain. Jossain vaiheessa, Jos tuotat siruja tarpeeksi nopeasti, ja leikkuri on alhaalla reiässä tai raossa, jossa seinät estävät siruja, luot niin paljon siruja, että ne jumittuvat leikkurin hampaisiin ja sinulla on pian rikki leikkuri.
voit luoda lisää tilaa siruille päästä ulos ja jäähdytysnesteelle päästä sisään vähentämällä leikkaus-tai Porrastussyvyyttä. Kasvava syvyys leikkaus tai porrastus voi vaatia sinua tekemään parempaa työtä siru clearing. Se voi tarkoittaa esimerkiksi:
- tavoitteena jäähdytysnesteen suutin paremmin tyhjentää lastut leikata
- lisäämällä jäähdytysnesteen paine tai jos käytät sumua lisäämällä Ilmanpaine
- siirtyminen sumusta tulva jäähdytysnesteen
optimoimalla syvyys leikkaus ja leikkaus leveys käyttäen G-Wizard Cut Optimizer
otimme Cut Optimizer jokin aika sitten ja se on ollut erittäin suosittu osa G-Wizard. Tähän päivään, vain G-Wizard on Cut Optimizer.
Cut Optimizer on helppokäyttöinen, ja sen avulla voit optimoida toisen muuttujan (leikkaussyvyys tai leikkausleveys) samalla kun pidät toisen vakiona. Oletetaan esimerkiksi, että sinun täytyy kone rako, joka on 1 ” syvä leikkuri, joka on halkaisija rako. Sinulla on tilalla leikkaus leveys vakio-se on halkaisija leikkuri. Mutta syvyys leikkaus on muuttuja on optimoitava. Mitä Cut Optimizer tekee on laskea syvin leikkaus, joka voidaan ottaa luomatta liiallista työkalun taipuma.
tai otetaan päinvastainen esimerkki. Profiloit seinää ja haluaisit tehdä sen yhdellä syötöllä sen sijaan, että joutuisit väistymään usean syötön takia. Haluat tehdä tämän, koska seinä finish näyttää kauniimpi ilman vaiheet näkyvissä ja koska se leviää kulumista yli pidempi huilu pituus, mikä tarkoittaa työkalu kestää kauemmin. Siinä tapauksessa, syvyys leikkaus on vakio ja leikkaus leveys on mitä haluat optimoida.
Cut Optimizer on hyvä molemmissa ongelmissa ja näytämme miten se toimii G-Wizard University-Videollamme:
Cut Optimizer in action …
G-Wizard University tarjoaa lyhyitä videoita tietyistä aiheista, jotka helpottavat G-Wizard-ohjelmiston oppimista.
leikkaus-tai Porrastussyvyyden optimointi työkalun taipumisen hallitsemiseksi on erittäin helppoa. Klikkaa vain sen otsikkoa, jonka haluat optimoida, ja se on tehty.:
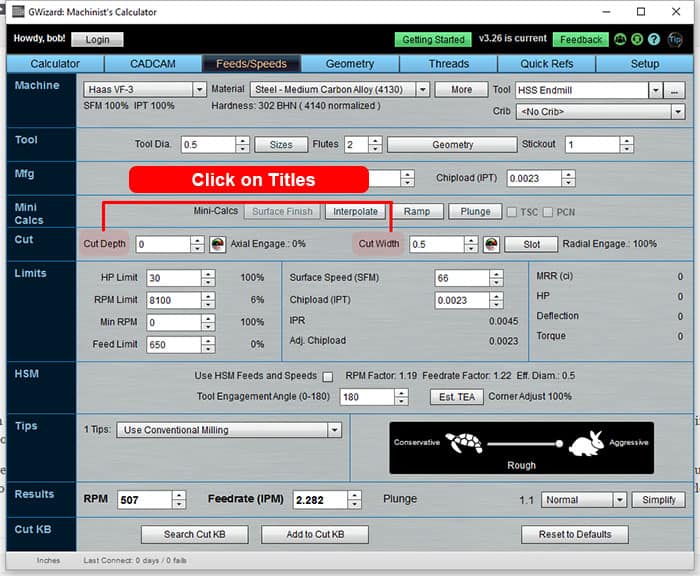
Napsauta muuttujan nimikettä optimoidaksesi (syvyys tai leveys) ja se on tehty!
kuinka paljon taipumista kannattaa sallia optimoitaessa leikkaus-ja Leveyssyvyyttä?

kuinka paljon työkalun taipumista pitäisi sallia?
tämä on monimutkainen aihe, ja ohjaan teitä omistettu artikkeli lisätietoja. Riittänee sanoa, että annamme enemmän rouhinta kuin viimeistely, koska liikaa taipuma on huono, kun haluat hyvä pinta viimeistely tai täytyy pitää tiukka toleranssit. Siksi viimeistely kulkee voi sietää vähemmän.
rouhinnassa taipuma vastaa suurin piirtein työkoneen käyttöiän valumaa. Jopa vähän (prosentteina maksimisirumäärästä) voi todella lyhentää työkalun käyttöikää. Kun ajattelee leikkuutyökaluasi paperiliittimenä, joka taipui liian monta kertaa, ja taipumalla se taipuu riippumatta siitä, mikä karan kierrosluku on kuin kertaa minuutissa. Mikä pahempaa, taipuminen kiihottaa lörpöttelyä kuin hullu.
G-velhon oletusarvoiset poikkeutusrajat ovat melko konservatiivisia, ja niillä pyritään minimoimaan pulinat. Mutta, voit asettaa ne mitä haluat.
leikkaus–ja Leikkausleveyden optimointi käyttäen CADCAM-velhoja
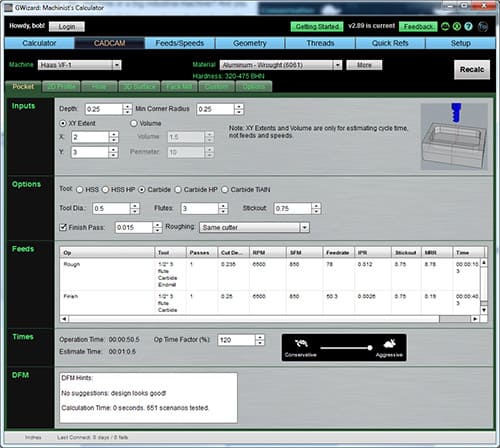
CADCAM-Velho optimimuuttujien löytämiseksi pussitukseen…
Cut Optimizer oli suuri edistysaskel-lopulta työkalu, joka teki parhaan Leikkaussyvyyden tai Leikkausleveyden määrittämisestä tiedettä. Mutta CADCAM Wizards ovat vielä tehokkaampia ja kumma kyllä, yksinkertaisempi käyttää. CADCAM Wizards ovat ominaisuus mukana jokaisen kopion G-Wizard Laskin. Niihin pääsee klikkaamalla CADCAM-välilehteä. Kuvittele, että sinulla on avustaja, joka oli todella hyvä selvittämään ”leikattuja reseptejä.”Leikkausresepti on kaikki, mitä sinun tarvitsee tietää, jotta voit kertoa CAM– ohjelmistolle, miten luoda työkalupolku tietyn ominaisuuden leikkaamiseksi:
–syöttönopeus ja leikkuunopeus-luonnollisesti!
– mikä työkalu käyttää
– leikkaussyvyys ja Leikkuuleveys
lisäksi haluat, että resepti käsittelee sekä rouhintaa että viimeistelyä ilman, että sinun tarvitsee kertoa avustajallesi mitään ylimääräistä. Lopuksi, haluat tämän avustaja kysyä mahdollisimman vähän kysymyksiä. Loppujen lopuksi aikasi on arvokasta. Anna avustajan huolehtia yksityiskohdista.
juuri niin CADCAM-velhot tekevät. On helpompaa katsella niitä toiminnassa kuin yrittää selittää tarkemmin, joten katso toinen Uusi G-Wizard University video yksityiskohtia:
CADCAM Wizards: Anna älykkään avustajasi selvittää se…
CADCAM Wizards todella laittaa hämmästyttävän voiman sormenpäihisi. Kuten sanoin video, milloin viimeksi sait mahdollisuuden ajaa 1100 eri skenaarioita löytää paras yhdistelmä parametrit työtä? En ehdi tehdä sitä kertaakaan. Mutta kuten asiakas sanoi minulle, G-Wizard mahdollistaa jokaisen leikkauksen optimoinnin. Se tekee sen jopa helpoksi.
CADCAM-velhot käyttävät Suurtehojyrsintää
yksi CADCAM-velhojen apukeinoista on Suurtehojyrsintä (HEM).
vaikka se kuulostaa siltä, että se voisi olla jotain erittäin kehittynyttä ja vaikea ymmärtää, periaate korkean hyötysuhteen jyrsintä on itse asiassa melko yksinkertainen. Jos hautaat leikkurisi työhön, päädyt tekemään useita syöttöjä, jotta pääset monissa tapauksissa koko taskun syvyyteen. Helman kanssa ideana on käyttää leikkuriin mahdollisimman paljon huilun pituutta. Saatat pystyä leikata, että tasku yksi kerros sijaan useita.
käyttämällä enemmän huilun pituutta tarkoitetaan kulumisen levittämistä pidemmälle pituudelle. Se tarkoittaa, että leikkuri kestää pidempään, tai se voi myös tarkoittaa, että voit ajaa sitä hieman kovempaa.
vaihdossa peräännytään hieman porrastuksesta. Jos käytämme niin syvää viiltosyvyyttä, meillä voi olla sirujen välys-ja lämpöongelmia. Perääntyminen on keino välttää se. On käynyt ilmi, että tuloksena olevat leikkausparametrit toimivat hyvin nopeisiin Työstötyökalupolkuihin, jotka tuovat vielä enemmän suorituskykyä helmaan.
kun CADCAM-velhot pohtivat erilaisia leikkaus – ja Porrastussyvyyden yhdistelmiä, se suosii suurempaa Viiltosyvyyttä matalamman sijaan, kaikki muut asiat ovat samanarvoisia.
entä 3D-Työkalupolkujen Porrastukset?
tarkkanäköinen lukija näkee, että suuri osa edellä kerrotusta sopii hyvin 2 1/2D-koneeseen, mutta ei välttämättä päde 3D-Työkalupolkuihin. Se on totta, ja se on aivan uusi alue. Meillä on hyvä artikkeli valitsemalla paras stepovers 3D profilointi, joka puhuu teorian kautta. Mutta katso tätä:
G-Wizard-laskimessa on CADCAM-ohjattu ohjattu laite, joka voi optimoida porrastuksen 3D-profiloinnin työkalupoluille käyttäen kaikkia näitä samoja periaatteita.
Conclusion
molemmat näistä työkaluista ovat ainutlaatuisia G-Wizardille, joten jos haluat tehdä Leikkaussyvyydestä ja Leikkausleveydestä hieman tieteellisempää (ja tiedät, että sinun todella pitäisi), olet löytänyt oikean paikan. Laita ne töihin sinulle, ne ovat nopeita ja helppoja, ja ennen kuin huomaatkaan löydät syklin ajat ovat lyhyempiä ja työkalut kestävät pidempään. Se on melkein yhtä hyvää kuin viipaloitu leipä. Ei aivan, mutta lähellä. Jos et ole koskaan kokeillut G-Wizard, muista tarkistaa ilmainen 30 päivän kokeiluversio.