Merk: Dette er Leksjon 5 av Våre Gratis E-Post Feeds & Hastigheter Master Class . Klikk her for å lære mer Om Master Class.
Skjærehastighet, Matehastighet, Trinnovergang og Skjæredybde.
FØR DU kan generere g-koden For en gitt funksjon, MÅ CAM software vite disse tingene. DE FLESTE CNC ‘ ers beregne Skjærehastighet og Matehastighet ved hjelp av vitenskap. Dessverre har DE FLESTE CNC ‘ ers ingen vitenskapelig måte å velge Dybde På Kutt og Stepover. Ditt valg Av Skjæredybde og Stepover vil begrense Skjærehastigheten og Matehastigheten. Det betyr at vi kan låse opp mye potensial ved å vedta en mer vitenskapelig tilnærming til Dybden Av Kutt og Stepover.
Definere Skjæredybde Og Skjærebredde
la oss begynne med å definere begrepene » Skjæredybde «og» Skjærebredde «(også kalt «Stepover»). Siden et bilde er verdt tusen ord:
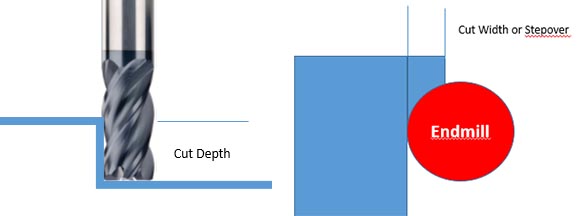
Skjæredybde er lengden på siden av fløyter som faktisk skjærer. Så, hvis du gjør en lomme i flere trinn eller lag, er det tykkelsen på det nåværende laget du kutter og ikke den totale dybden på lommen. Skjæredybde er også referert Til Som Aksial Skjæredybde.
Klippebredde, også kalt Stepover, er den totale tykkelsen på kuttet når du ser skjæreverktøyet ovenfra. Det kan ikke være mer enn 100% av kutterens diameter. Stepover er også referert Til Som Radial Skjæredybde.
For fullstendighetens skyld er Skjærehastighet definert som spindelhastighet (i rpm) i kuttet. Feed Rate er definert som hvor fort kutteren beveger seg gjennom kuttet.
Materialfjerningsrate: Hva Vi Optimaliserer
La oss være spesifikke om hva vi optimaliserer. Ved grovbearbeiding ønsker vi å optimalisere Materialfjerningsgraden. Tross alt er formålet med roughing fjerning av råmateriale. Vi ønsker å gjøre Det så raskt som mulig uten å kompromittere Verktøylivet så mye at det ikke er verdt det.
Materialfjerningsrate (forkortet MRR) er en funksjon av:
- formen på verktøyet. Den vanligste er sylinderen som er formen på de fleste skjæreverktøy.
- Skjæredybden, som bestemmer lengden på den sylinderen.
- Trinnet, som bestemmer hvilken brøkdel av sylinderens omkrets faktisk skjærer.
- Matehastigheten, som er en multiplikator av sylinderen når den beveger seg langs arbeidsstykket.
en typisk MRR-beregning ser slik ut:
MRR = Aksial Skjæredybde * Radial Skjæredybde * Matehastighet(alle verdier i tommer eller tommer per minutt For Matehastighet)
denne formelen gir antall kubikk tommer per minutt skjæreverktøyet ditt fjerner.
Nå er det siste stykket:
maskineringstiden som brukes til å grove arbeidsstykket, bestemmes for det meste Av Materialfjerningsgraden. Hvis Du kan få en høyere Materialfjerningshastighet, kan du forkorte bearbeidingstiden. For en kommersiell maskinbutikk kan optimalisering AV MRR gjøre en stor forskjell for virksomheten din.
Du kan se fra den enkle formelen hva en stor innvirkning Dybde På Kutt og Stepover har på maskinering tid.
stoler du på gjetting eller utdaterte tommelfingerregler for Kuttdybde eller Stepover?
skjæredybde og trinn (skjærebredde) er avgjørende variabler ved fresing av lommer, profilering, vending og annen maskinering der du skal kutte med fløyter på siden av et skjæreverktøy. Andre viktige variabler er maskinens evner, materialet som skal kuttes, og en beskrivelse av verktøyet som skal brukes. Resten kan bestemmes ut fra disse variablene.
til tross for Viktigheten Av Skjæredybde og Stepover, har de fleste maskinister ikke analytiske verktøy som hjelper dem med å optimalisere sine verdier. I stedet er de avhengige av gjetting, tommelfingerregler og hva som har fungert bra tidligere.
Tommelfingerregler kan være nyttige minnehjelpemidler når de brukes til å referere til enkle fenomener som lett kan forklares. Men Med Dybde På Kutt Og Kuttbredde er det så mange komplekse fenomener som samhandler med hverandre at tommelfingerregler er ubrukelige. Verre, de kan komme i konflikt.

er dine tommelfingerregler i strid med produktiviteten din?
Effekter Av Skjæredybde (DOC)
her er noen av effektene som endring Av Skjæredybde eller Trinnovergang kan påvirke:
- Material Fjerning Priser. Selvfølgelig, alt annet likt, kan vi være i stand til å fjerne mest mulig materiale ved å begrave kutteren på maksimal dybde og bredde. Men som du vet, er alle ting aldri like, og denne strategien fungerer vanligvis ikke bra i det hele tatt.
- kutterens evne til å fjerne sjetonger. Utsette mer av kutteren gjennom grunnere kuttbredder gjør chip clearing enkelt. Tvinge kutteren til smale bremser med brede kuttbredder og gjør sporene veldig dype i forhold til kutterdiameteren, gjør det vanskelig å fjerne sjetonger, og så er du sannsynligvis recutting chips og reduserer verktøyets levetid alvorlig. I verste fall kan kutteren bryte veldig raskt.
- Varme. Med riktig matehastighet og skjærehastighet går det meste av varmen ut i brikken. Men likevel kan varme bygge opp på kutteren, og hvis den ikke er merket, vil den drepe den kutteren raskt. Tiden en fløyte tilbringer i kuttet er tid når varmen bygger. Tiden ut av kuttet er kjøletid. Kutteren er utsatt for luft og kjølevæske. Det skjærer ikke, så det er ingen friksjon i det området. Avveininger AV MRRS versus kjøling «duty cycles» er en stor del av beregningen av den beste HSM toolpath matehastighet og skjærehastighet. Maksimere det er en av grunnene TIL AT HSM toolpaths er så produktive.
- Strømkrav. Jo høyere Materialfjerningshastigheter, desto mer spindelkraft vil være nødvendig.
- Verktøybøyning. Jo mer kraft vi pumper inn i kuttet via mer spindelkraft, desto høyere skjærekrefter, og jo større tendens til verktøyet til avbøyning.
- Slitasje: hvis du kan spre slitasje langs mer av fløytelengden for en gitt mengde materiale fjernet, vil verktøyet ditt åpenbart vare mye lenger. Men dette handles mot større sannsynlighet For Verktøybøyning, noe som også kan være dårlig for slitasje. Bruke mer fløyte lengde betyr større dybde på kutt, og alt annet som går med det som mer vanskelighetsgrad chip clearing, mer varme, og så videre.
det er faktisk mange flere slike faktorer,og de er alle interrelaterte. Strategier som Høyhastighets Maskinering gjør disse inter-relasjoner enda mer komplekse og uforutsigbare. Å velge den Beste Kuttbredden og Skjæredybden er en funksjon for å optimalisere mange avveininger!
man kan gjøre systematiske eksperimenter gitt tid, men det er så mange variabler involvert at enhver kombinasjon av maskin, materiale som skal kuttes og verktøy krever et helt nytt sett med eksperimenter som skal gjøres. En stor matrise Av Dybder Av Kutt Og Kuttbredder må monteres og Matehastighet og Skjærehastighet sammen MED MRRS beregnede. Svært få har tid til å gjøre alt det, så de faller tilbake på det som har fungert tidligere, noe som kanskje ikke er i nærheten av optimal i dag.
Det vil si, med mindre du har Vår G-Wizard Kalkulator Programvare. GW Kalkulator har ikke ett, men to verktøy for å optimalisere Dybden På Kutt Og Kuttbredde. Faktisk, siden Det kan beregne Kamskjell Høyder FOR 3d profilering med ballnosed endmills, det faktisk har tre verktøy, men vi ønsker å fokusere på de to.
Hvordan Påvirker Skjærehastighet og Matehastighet Skjærehastighet?
et skjæreverktøy må kunne fjerne sjetonger som det kutter. Hvis de ikke er ryddet, vil de bli kuttet igjen og igjen. I den forstand konkurrerer de med sluttmøllens evne til å kutte nytt materiale.
men, avhengig av materialet som skal kuttes, recutting chips kan gjøre ting verre på en rekke måter:
- prosessen med recutting chips kan ripe vegger og gulv av funksjonen, ødelegger overflatefinish. Dette gjelder spesielt i materialer som jobber hardere.
- Arbeid herdet chips kan kjedelig din skjærende verktøy i en hast. Du vil aldri kaste en håndfull superherdede sjetonger inn i kutterens sti, men det er hva som skjer hvis du ikke kan rydde sjetongene.
- jo flere sjetonger det er stablet opp rundt kuttet, jo vanskeligere er det å kaste ut nye sjetonger godt unna kuttet. Jo vanskeligere kjølevæsken må jobbe for å komme overalt-det kan bli blokkert av sjetonger som hoper seg opp.
Det er alt dårlig, men det blir verre. På et tidspunkt, hvis du produserer sjetonger raskt nok, og kutteren din er nede i et hull eller spor med vegger som blokkerer sjetonger, vil du lage så mange sjetonger at de syltetøy i kutterens tenner, og du har snart en ødelagt kutter.
du kan opprette mer klaring for chips å komme ut og kjølevæske å komme inn ved å redusere Dybden Av Kutt eller Stepover. Økende Dybde På Kutt eller Stepover kan kreve at du gjør en bedre jobb chip clearing. Det kan bety slike ting som:
- Sikter kjølevæskemunnstykket bedre å fjerne chips fra kuttet
- Øke kjølevæsketrykket, Eller Hvis du bruker tåke øke lufttrykket
- Bytter fra tåke til flom kjølevæske
Optimalisere Dybden På Kutt Og Kutt Bredde Ved Hjelp Av G-Wizard ‘ S Cut Optimizer
vi introduserte Cut Optimizer for en tid siden, og Det har vært en ekstremt populær del av g-wizard. Til denne dag, bare G-Wizard har En Cut Optimizer.
Cut Optimizer er enkel å bruke, og det lar deg optimalisere en av de to variablene (Dybde På Kutt eller Kuttbredde) mens du holder den andre konstant. For eksempel, anta at du trenger a maskinere et spor som er 1 » dypt med en kutter som er diameteren til sporet. Du skal holde Kutt Bredde konstant–det er diameteren på kutteren. Men Skjæredybden er den variabelen som skal optimaliseres. Hva Cut Optimizer gjør er å beregne den dypeste kutt som kan tas uten å skape overdreven verktøy nedbøyning.
eller ta et motsatt eksempel. Du profilerer en vegg, og du vil gjerne gjøre det i et enkelt pass i stedet for å måtte gå ned for flere pass. Du vil gjøre dette fordi veggfinishen vil se finere ut uten å ha trinnene synlige, og fordi den sprer slitasje over en lengre fløytelengde, noe som betyr at verktøyet ditt varer lenger. I så fall Er Skjæredybden konstant og Kuttbredden er det du vil optimalisere.
Cut Optimizer er bra med begge typer problemer, og vi viser deg nøyaktig hvordan det fungerer i Vår G-Wizard University Video:
Cut Optimizer i aksjon…
G-Wizard University gir korte videoer om bestemte emner som gjør det enklere å lære Vår G-Wizard Programvare.
Det Er superenkelt Å Optimalisere Skjæredybden eller Trinnovergangen for å holde Verktøybøyningen under kontroll. Bare klikk på tittelen på den du ønsker å optimalisere og det er gjort:
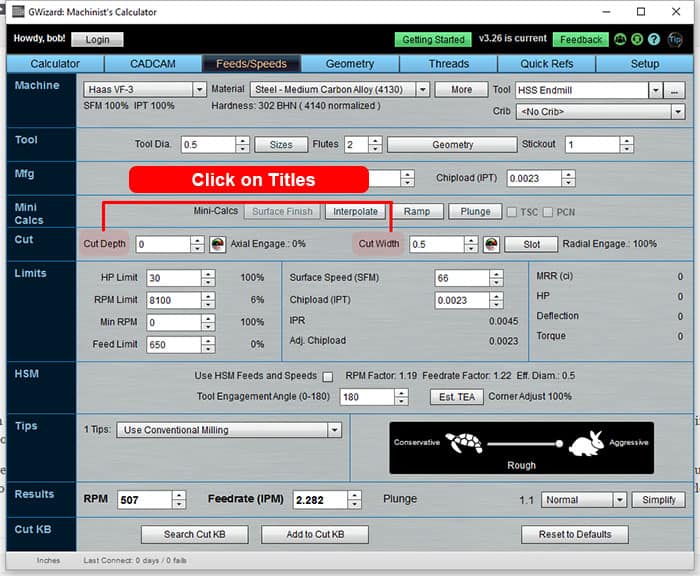
bare klikk på etiketten til variabelen for å optimalisere (Dybde eller Bredde) og det er gjort!
Hvor Mye Avbøyning Bør Du Tillate Når Du Optimaliserer Skjæredybden og Bredden?

Hvor mye verktøybøyning skal vi tillate?
Dette er et komplekst tema, og jeg vil henvise deg til en egen artikkel for mer informasjon. Det er nok å si at vi tillater mer for roughing enn etterbehandling fordi for mye avbøyning er dårlig når du vil ha en god overflatefinish eller trenger å holde stramme toleranser. Derfor kan ferdigpass tolerere mindre.
for roughing er avbøyning omtrent lik runout så langt som verktøyets levetid er bekymret. Selv litt (som en % av max chip load), kan virkelig forkorte verktoyets levetid. Tenker på skjæreverktøyet ditt som papirclip som ble bøyd for mange ganger, og med avbøyning blir det bøyd uansett hva spindelen din er som ganger i minuttet. Verre, avbøyning spenner chatter som gal.
G-Wizard standard avbøyningsgrenser er ganske konservative, og er rettet mot å minimere chatter. Men du kan sette dem til hva du vil.
Optimalisering Av Skjæredybde Og Skjærebredde Ved HJELP AV CADCAM Wizards
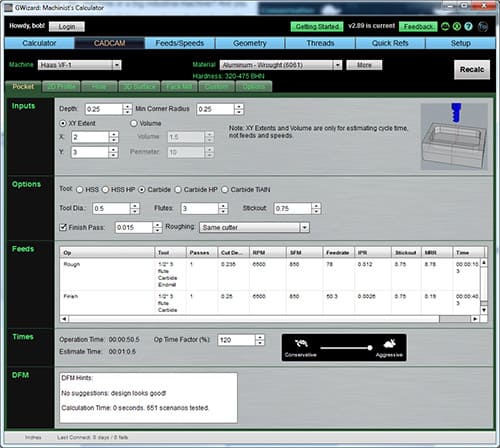
CADCAM Wizard for å finne optimale parametere for å senke…
Klippeoptimereren var et stort fremskritt-endelig et verktøy som gjorde det mulig å bestemme den beste Skjæredybden eller Skjærebredden til en vitenskap. MEN CADCAM-Veiviserne er enda kraftigere og merkelig nok, enklere å bruke. CADCAM Wizards er en funksjon som følger med hver kopi Av G-Wizard Kalkulator. De er tilgjengelige ved å klikke PÅ CADCAM-fanen. Tenk deg å ha en assistent som var veldig flink til å finne ut «Cut Oppskrifter.»En Kuttoppskrift er alt du trenger å vite for å fortelle CAM-programvaren hvordan du genererer en verktøybane for å kutte en bestemt funksjon:
–Matehastighet og Skjærehastighet-naturlig!
– hvilket verktøy du skal bruke
– Klippedybde Og Klippebredde
dessuten vil du at oppskriften skal adressere både roughing og etterbehandling uten at du trenger å fortelle assistenten noe mer. Til slutt vil du at denne assistenten skal stille deg så få spørsmål som mulig. Tross alt er tiden din verdifull. La assistenten bekymre seg for detaljene.
DET er akkurat HVA CADCAM Wizards gjør. Det er lettere å se dem i aksjon enn å prøve å forklare nærmere, så sjekk ut en annen ny G-Wizard University video for detaljer:
CADCAM Wizards: La din smarte assistent finne ut det…
CADCAM Wizards virkelig sette noen fantastiske kraft på fingertuppene. Som jeg sa i videoen, når var siste gang du fikk en sjanse til å kjøre 1100 forskjellige scenarier for å finne den beste kombinasjonen av parametere for en jobb? Jeg vil aldri ha nok tid til å gjøre det enda en gang. Likevel som kunde sa til Meg, Gjør G-Wizard det mulig å optimalisere hvert kutt. Det gjør det enda enkelt å gjøre det.
CADCAM Wizards bruke Høy Effektivitet Fresing
En AV de tingene SOM CADCAM Wizards hjelpe Med Er Høy Effektivitet Fresing (HEM).
selv om det høres ut som om det kan være noe ekstremt avansert og vanskelig å forstå, er prinsippet bak Høyeffektiv Fresing faktisk ganske enkelt. Hvis du begraver kutteren din i arbeidet, kommer du til å ende opp med å gjøre flere pass for å komme ned til full dybde i lommen i mange tilfeller. Med HEM er ideen å bruke så mye av fløytelengden som mulig på kutteren din. Du kan kanskje kutte den lommen i et enkelt lag i stedet for flere.
Bruk av mer fløytelengde betyr å spre slitasje over lengre lengde. Det betyr at kutteren varer lenger, eller det kan også bety at du kan kjøre den litt vanskeligere.
i bytte, vi tilbake Av Stepover litt. Ved hjelp av en slik dyp dybde kutt betyr at vi kunne ha chip klaring og varme problemer. Backing av Stepover er hvordan vi unngår det. Det viser seg at de resulterende skjæreparametrene fungerer bra for Høyhastighets Maskineringsverktøybaner, noe som gir enda mer ytelse TIL HEMMET.
NÅR CADCAM Wizards vurderer de ulike kombinasjonene Av Skjæredybde og Stepover, foretrekker DEN en større Skjæredybde over en mer grunne, alle andre ting er like.
Hva Med Stepovers FOR 3d Toolpaths?
den skarpe leseren vil se at mye av det som er sagt ovenfor, er bra for 2 1 / 2D-maskin, men kan ikke gjelde FOR 3D Toolpaths. Det er sant, og det er et helt nytt område. Vi har en flott artikkel om å velge de beste stepovers FOR 3D-profilering som snakker gjennom teorien. Men sjekk det ut:
G-Wizard Kalkulator har EN CADCAM Veiviser som kan optimalisere stepover FOR 3d profilering toolpaths bruker alle de samme prinsippene.
Konklusjon
Begge disse verktøyene er unike For G-Wizard, så Hvis Du ønsker Å Gjøre Dybden Av Kutt og Kuttbredde litt mer vitenskapelig(og du vet at du virkelig burde), har du funnet det rette stedet. Sett dem i arbeid for deg, de er raske og enkle, og før du vet ordet av det, vil du finne at syklustidene dine er kortere og verktøyene dine varer lenger. Det er nesten like godt som skiver brød. Vel, ikke helt, men nært. Hvis Du aldri har prøvd G-Wizard, må du sjekke ut vår gratis 30-dagers prøveversjon.