Megjegyzés: Ez az 5.lecke az ingyenes e-mail Hírcsatornáinkból & sebesség mesterkurzus. Kattintson ide, ha többet szeretne megtudni a mesterkurzusról.
Vágási sebesség, előtolás, lépcsőzés és fogásmélység.
mielőtt létrehozná a g-kódot egy adott funkcióhoz, a CAM szoftvernek tudnia kell ezeket a dolgokat. A legtöbb CNC-gép a tudomány segítségével számítja ki a vágási sebességet és az előtolási sebességet. Sajnos a legtöbb CNC – nek nincs tudományos módja a vágási mélység és a lépcsőzés kiválasztására. Az Ön által választott fogásmélység és lépcsőzés korlátozza a vágási sebességet és az előtolást. Ez azt jelenti, hogy sok potenciált szabadíthatunk fel, ha tudományosabb megközelítést alkalmazunk a vágási mélységre és a lépésre.
a fogásmélység és a vágási szélesség meghatározása
kezdjük a “fogásmélység” és a “vágási szélesség” (más néven “lépcsőzés”) fogalmakkal. Mivel egy kép többet ér ezer szónál:
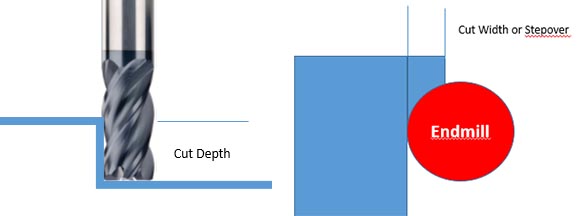
a fogásmélység a ténylegesen vágó furulyák oldalának hossza. Tehát, ha több lépésben vagy rétegben készít egy zsebet, akkor az a jelenlegi réteg vastagsága, amelyet vág, nem pedig a zseb teljes mélysége. A fogásmélységet axiális Fogásmélységnek is nevezik.
a vágási szélesség, amelyet lépcsőnek is neveznek, a vágás teljes vastagsága, amikor a vágószerszámot felülről nézzük. A vágó átmérőjének legfeljebb 100% – a lehet. A lépcsőt radiális vágási mélységnek is nevezik.
a teljesség kedvéért a vágási sebesség az orsó fordulatszáma (rpm-ben) a vágásban. Az előtolási sebességet úgy definiáljuk, hogy a vágó milyen gyorsan mozog a vágáson.
anyageltávolítási Arány: mit optimalizálunk
legyünk pontosak arról, hogy mit optimalizálunk. Nagyoláskor optimalizálni akarjuk az anyag eltávolítási sebességét. Végül is a nagyolás célja a nyersanyag eltávolítása. A lehető leggyorsabban meg akarjuk csinálni anélkül, hogy annyira veszélyeztetnénk a szerszám élettartamát, hogy nem éri meg.
anyageltávolítási sebesség (rövidítve MRR) függvénye:
- a szerszám alakja. A leggyakoribb a henger, amely a legtöbb vágószerszám alakja.
- a fogásmélység, amely meghatározza a henger hosszát.
- A lépcsősor, amely meghatározza, hogy a henger kerületének milyen hányadát vágja le.
- az előtolási sebesség, amely a henger szorzója, amikor a munkadarab mentén halad.
egy tipikus MRR-számítás így néz ki:
MRR = axiális fogásmélység * radiális fogásmélység * előtolási sebesség (az előtolási sebességnél az összes érték hüvelykben vagy hüvelykben percenként)
ez a képlet adja meg a vágószerszám által eltávolított percenkénti köbhüvelyk számát.
most itt van az utolsó darab:
a munkadarab nagyolására fordított megmunkálási időt leginkább az anyag eltávolítási sebessége határozza meg. Ha magasabb anyageltávolítási sebességet érhet el, lerövidítheti a megmunkálási időt. Egy kereskedelmi gépüzlet számára az MRR optimalizálása hatalmas különbséget jelenthet vállalkozása számára.
az egyszerű képletből látható, hogy a fogásmélység és a lépcsőzés milyen nagy hatással van a megmunkálási időre.
találgatásokra vagy elavult hüvelykujjszabályokra támaszkodik a vágási mélység vagy a lépés során?
a fogásmélység és a lépcsőzés (a fogásszélesség) döntő fontosságú a zsebek marásakor, a profilozásnál, a burkolásnál és bármely más megmunkálási műveletnél, ahol a forgácsolószerszám oldalán lévő furulyákkal fog vágni. További fontos változók a gép képességei, a vágandó anyag és a használni kívánt eszköz leírása. A többit ezekből a változókból lehet meghatározni.
annak ellenére, hogy fontos a fogásmélység és a lépés, a legtöbb gépészek nem rendelkeznek analitikai eszközök, amelyek segítenek nekik, hogy optimalizálja az értékeket. Ehelyett találgatásokra, hüvelykujjszabályokra és arra támaszkodnak, ami a múltban jól működött.
a hüvelykujjszabályok hasznos memória segédeszközök lehetnek, ha egyszerű, könnyen megmagyarázható jelenségekre utalnak. De a vágási mélységgel és a vágási szélességgel olyan sok összetett jelenség van, amelyek kölcsönhatásba lépnek egymással, hogy a hüvelykujjszabályok haszontalanok. Ami még rosszabb, konfliktusba kerülhetnek.

a hüvelykujjszabályok ellentétesek a termelékenységgel?
a fogásmélység hatásai (DOC)
Íme néhány olyan hatás, amelyet a fogásmélység megváltoztatása vagy a lépcsőzés hatással lehet:
- anyag eltávolítási arányok. Természetesen, ha minden más dolog egyenlő, akkor a legtöbb anyagot eltávolíthatjuk, ha a vágót maximális mélységben és szélességben temetjük el. De mint tudják, minden dolog soha nem egyenlő, és ez a stratégia általában egyáltalán nem működik jól.
- a vágó képessége a forgácsok tisztítására. A vágó nagyobb részének sekélyebb vágási szélességeken történő kitétele megkönnyíti a forgács tisztítását. Ha a vágót keskeny, széles vágási szélességű lassításokba kényszeríti, és a hornyok nagyon mélyek a vágóátmérőhöz képest, megnehezíti a forgács tisztítását, így valószínűleg újraforgácsolja a forgácsot, és jelentősen csökkenti az éltartamot. A legrosszabb esetben a vágó nagyon gyorsan eltörhet.
- hő. Megfelelő előtolási sebesség és vágási sebesség mellett a hő nagy része kialszik a chipben. De még így is, a hő felhalmozódhat a vágón, és ha nem ellenőrzik, akkor gyorsan megöli a vágót. Az az idő, amelyet a fuvola a vágásban tölt, az az idő, amikor a hő növekszik. A vágás ideje a hűtési idő. A maró levegő és hűtőfolyadék hatásának van kitéve. Ez nem vágás, így nincs súrlódás ezen a területen. Az MRR-ek és a hűtési “munkaciklusok” kompromisszumai nagy szerepet játszanak a legjobb HSM szerszámút előtolási sebességének és vágási sebességének kiszámításában. Ennek maximalizálása az egyik oka annak, hogy a HSM toolpaths annyira produktív.
- Teljesítményigény. Minél nagyobb az anyag eltávolítási sebessége, annál nagyobb orsóteljesítményre lesz szükség.
- Szerszám Elhajlás. Minél nagyobb teljesítményt pumpálunk a vágásba nagyobb orsóteljesítményen keresztül, annál nagyobb a forgácsolóerő, és annál nagyobb a szerszám elhajlási hajlama.
- kopás: ha a fuvola hosszának nagyobb részét eloszthatja egy adott mennyiségű eltávolított anyagnál, akkor a szerszám nyilvánvalóan sokkal hosszabb ideig tart. De ezt a szerszám elhajlásának nagyobb valószínűsége ellen cserélik, ami szintén káros lehet a kopásra. A nagyobb fuvolahossz használata nagyobb vágási mélységet jelent, és minden mást, ami ezzel jár, mint például a nehezebb forgácstisztítás, több hő stb.
valójában sokkal több ilyen tényező létezik, és ezek mind összefüggenek egymással. Az olyan stratégiák, mint a nagy sebességű megmunkálás, még bonyolultabbá és kiszámíthatatlanná teszik ezeket a kapcsolatokat. A legjobb vágási szélesség és vágási mélység kiválasztása a sok kompromisszum optimalizálásának függvénye!
szisztematikus kísérleteket lehet végezni adott időben, de olyan sok változó van benne, hogy a gép, a vágandó anyag és a szerszám bármilyen kombinációja teljesen új kísérleteket igényel. A vágási mélység és a vágási szélesség nagy mátrixát össze kell szerelni, és az előtolási sebességet és a vágási sebességet az MRR-vel együtt kell kiszámítani. Nagyon kevesen vannak ideje, hogy mindezt, így esik vissza, mi működött a múltban, ami nem lehet még közel optimális a jelenben.
azaz, ha nincs a G-Wizard számológép szoftver. A GW Calculator nem egy, hanem két eszközzel rendelkezik a vágási mélység és a vágási szélesség optimalizálására. Valójában, mivel kiszámíthatja a fésűkagyló magasságát a 3D profilozáshoz gömbölyű végmalmokkal, valójában három eszközzel rendelkezik, de a kettőre szeretnénk összpontosítani.
hogyan befolyásolja a vágási mélység és a vágási szélesség a vágási sebességet és az előtolást?
a vágószerszámnak képesnek kell lennie a vágott forgácsok tisztítására. Ha nem tisztítják meg őket, újra és újra elvágják őket. Ebben az értelemben versenyeznek a végmalom azon képességével, hogy új anyagokat vágjon.
de a vágandó anyagtól függően a forgácsok újravágása számos módon ronthatja a dolgokat:
- a forgácsok újravágásának folyamata megkarcolhatja a funkció falát és padlóját, tönkretéve a felületminőséget. Ez különösen igaz a keményebben dolgozó anyagokra.
- munka edzett forgács tompa a vágószerszám siet. Soha nem dobna egy maroknyi szuper edzett forgácsot a vágó útjába, de ez történik, ha nem tudja megtisztítani a forgácsot.
- minél több zseton halmozódik fel a vágás körül, annál nehezebb az új zsetonokat a vágástól távol kidobni. Minél nehezebben kell dolgoznia a hűtőfolyadéknak, hogy mindenhol eljusson–előfordulhat, hogy a zsetonok felhalmozódnak.
ez mind rossz, de rosszabb lesz. Egy bizonyos ponton, ha elég gyorsan gyártja a forgácsot, és a vágója egy lyukban vagy résben van, ahol a falak blokkolják a forgácsokat, annyi zsetont hoz létre, hogy elakadnak a vágó fogaiban, és hamarosan törött vágó lesz.
a forgács kiszállásához és a hűtőfolyadék bejutásához nagyobb hézagot hozhat létre a vágási mélység vagy a lépcsőzés csökkentésével. A vágási mélység növelése vagy a lépcsőzés megkövetelheti, hogy jobb munkát végezzen a forgácstisztítás során. Ez olyan dolgokat jelenthet, mint:
- célja a hűtőfolyadék fúvóka jobb, hogy törölje chipek a vágás
- növeli a hűtőfolyadék nyomását, vagy ha köd növeli a légnyomást
- váltás a köd az árvíz hűtőfolyadék
optimalizálása a fogásmélység és a vágási szélesség a G-Wizard Cut Optimizer
bemutattuk a vágás optimalizáló néhány évvel ezelőtt, és azt a G-Wizard rendkívül népszerű része volt. A mai napig csak a G-Wizard rendelkezik Vágásoptimalizálóval.
a Vágásoptimalizáló könnyen használható, és lehetővé teszi a két változó (vágási mélység vagy vágási szélesség) egyikének optimalizálását, miközben a másik állandó. Tegyük fel például, hogy 1″ mélységű nyílást kell megmunkálnia egy vágóval, amely a nyílás átmérője. Lesz gazdaság Vágási szélesség állandó-ez az átmérője a vágó. De a vágási mélység az optimalizálandó változó. A Vágásoptimalizáló az, hogy kiszámítja a legmélyebb vágást, amelyet a szerszám túlzott elhajlása nélkül lehet elvégezni.
vagy vegyünk egy ellenkező példát. Profilozol egy falat, és egy lépésben szeretnéd csinálni, ahelyett, hogy több passzért le kellene lépned. Ezt azért szeretné megtenni, mert a falburkolat szebbnek tűnik anélkül, hogy a lépcsők láthatók lennének, és mert a kopást hosszabb fuvolahosszra terjeszti, ami azt jelenti, hogy a szerszám hosszabb ideig tart. Ebben az esetben a vágási mélység az állandó, a vágási szélesség pedig az, amit optimalizálni szeretne.
a Cut Optimizer mindkét típusú problémával jó, és pontosan megmutatjuk, hogyan működik a G-Wizard University videónkban:
Cut Optimizer in action …
a G-Wizard University rövid videókat nyújt bizonyos témákról, amelyek megkönnyítik a G-Wizard szoftverünk megtanulását.
a fogásmélység vagy a lépcsőzés optimalizálása a szerszám elhajlásának ellenőrzése érdekében rendkívül egyszerű. Csak kattintson az optimalizálni kívánt címre, és kész:
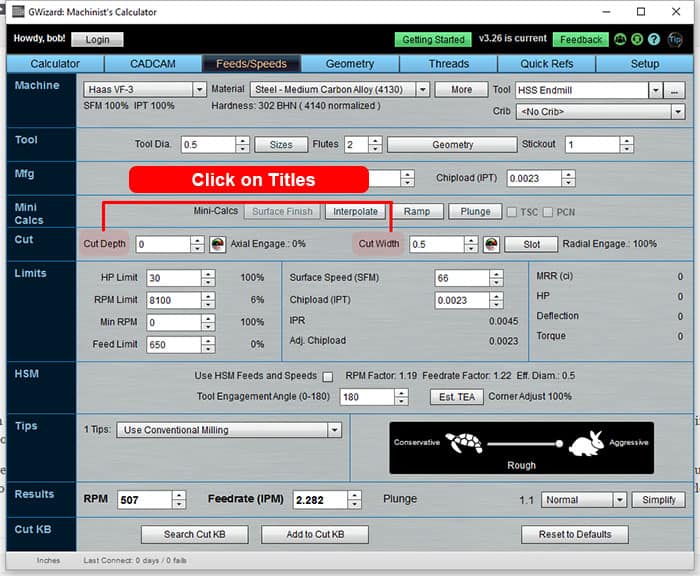
csak kattintson a változó címkéjére az optimalizáláshoz (mélység vagy szélesség), és kész!
mekkora eltérést kell engedélyezni a vágási mélység és szélesség optimalizálásakor?

mennyi szerszám elhajlást engedjünk meg?
ez egy összetett téma, és további információkért hivatkozom egy dedikált cikkre. Elég azt mondani, hogy többet engedünk meg a nagyoláshoz, mint a befejezéshez, mert a túl sok elhajlás rossz, ha jó felületkezelést szeretne, vagy szoros tűréseket kell tartania. Ezért a befejező passzok kevesebbet tolerálhatnak.
nagyolásnál az elhajlás a szerszáméltartam tekintetében nagyjából megegyezik a kifúvással. Még egy kicsit (a maximális forgácsterhelés % – ában) valóban lerövidítheti a szerszám élettartamát. A vágószerszámra úgy gondolva, mint a gemkapocsra, amely túl sokszor meghajlott, és az elhajlással az orsó fordulatszámától függetlenül, mint percenként. Rosszabb, az elhajlás izgatja a fecsegést, mint őrült.
a G-Wizard alapértelmezett eltérítési korlátai meglehetősen konzervatívak, és a fecsegés minimalizálására irányulnak. De beállíthatod őket úgy, ahogy szeretnéd.
a vágási mélység és a vágási szélesség optimalizálása A CADCAM Wizards használatával
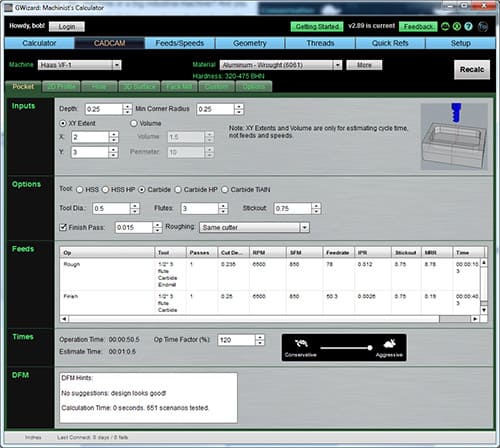
a CADCAM varázsló a zsebek optimális paramétereinek megtalálásához…
a Vágásoptimalizáló nagy előrelépés volt–végül egy olyan eszköz, amely tudománysá tette a legjobb vágási mélység vagy vágási szélesség meghatározását. De a CADCAM varázslók még erősebbek és furcsa módon egyszerűbbek. A CADCAM varázslók a G-Wizard Calculator minden példányához tartoznak. A CADCAM fülre kattintva érhetők el. Képzelje el, hogy van egy asszisztense, aki nagyon jól tudta kitalálni a “vágott recepteket.”A vágott recept minden, amit tudnod kell ahhoz, hogy elmondd a CAM szoftvernek, hogyan kell létrehozni egy szerszámútvonalat egy adott funkció vágásához:
– előtolási sebesség és vágási sebesség–természetesen!
– melyik eszközt kell használni
– vágási mélység és vágási szélesség
ezenkívül azt szeretné, hogy a recept mind a nagyolással, mind a befejezéssel foglalkozzon anélkül, hogy bármit is el kellene mondania az asszisztensének. Végül azt szeretné, hogy ez az asszisztens a lehető legkevesebb kérdést tegye fel Önnek. Végtére is, az idő értékes. Hagyja, hogy az asszisztens aggódjon a részletek miatt.
pontosan ezt teszik a CADCAM varázslók. Könnyebb nézni őket akcióban, mint megpróbálni tovább magyarázni, ezért nézzen meg egy másik új G-Wizard University videót a részletekért:
CADCAM Wizards: hagyd, hogy az intelligens asszisztens kitalálni…
CADCAM Wizards tényleg fel néhány csodálatos teljesítmény kéznél. Mint a videóban mondtam, mikor volt utoljára esélye 1100 különböző forgatókönyv futtatására, hogy megtalálja a paraméterek legjobb kombinációját egy munkához? Soha nem lesz elég időm arra, hogy még egyszer is megtegyem. Mégis, ahogy egy ügyfél mondta nekem, a G-Wizard lehetővé teszi minden vágás optimalizálását. Még azt is megkönnyíti, hogy ezt.
a CADCAM varázslók nagy hatékonyságú marást használnak
az egyik dolog, amiben a CADCAM varázslók segítenek, a nagy hatékonyságú marás (szegély).
bár úgy hangzik, mintha valami rendkívül fejlett és nehezen érthető lenne, a nagy hatékonyságú marás alapelve valójában nagyon egyszerű. Ha temetni a vágó a munka, fogsz a szél fel, hogy több menetben, hogy le a teljes mélysége a zseb sok esetben. A szegélynél az ötlet az, hogy a furulya hosszát a lehető legnagyobb mértékben használja a vágógépen. Lehet, hogy ezt a zsebet több helyett egyetlen rétegben vághatja le.
több fuvolahosszú használata azt jelenti, hogy a kopást hosszabb hosszra terjesztik. Ez azt jelenti, hogy a vágó hosszabb ideig tart, vagy azt is jelentheti, hogy kicsit nehezebben vezethet.
cserébe egy kicsit visszalépünk a lépéstől. Egy ilyen mély vágásmélység azt jelenti, hogy lehetnek forgács-és hőproblémáink. A lépés visszavonása az, hogyan kerüljük el ezt. Kiderült, hogy a kapott vágási paraméterek kiválóan működnek a nagy sebességű megmunkáló szerszámútoknál, amelyek még nagyobb teljesítményt nyújtanak a szegélynél.
amikor a CADCAM Wizards a fogásmélység és a lépcsőzés különböző kombinációit mérlegeli, akkor a nagyobb fogásmélységet részesíti előnyben a sekélyebbnél, minden más dolog egyenlő.
mi a helyzet a 3D Toolpaths lépéseivel?
az ügyes olvasó látni fogja, hogy sok, amit már említettük nagy 2 1/2D gép, de nem vonatkozik a 3D Toolpaths. Ez igaz, és ez egy teljesen új terület. Van egy nagyszerű cikkünk a 3D-s profilalkotás legjobb lépéseinek kiválasztásáról, amely az elméleten keresztül beszél. De nézd meg:
a G-Wizard Calculator rendelkezik egy CADCAM varázslóval, amely optimalizálhatja a stepover alkalmazást a 3D profilozó eszközútvonalakhoz ugyanazon elvek felhasználásával.
következtetés
mindkét eszköz egyedülálló a G-Wizard számára, így ha a vágási mélységet és a vágási szélességet egy kicsit tudományosabbá szeretné tenni (és tudod, hogy tényleg kellene), megtalálta a megfelelő helyet. Tedd őket dolgozni az Ön számára, ők gyors és egyszerű, és mielőtt te is tudod, hogy megtalálja a ciklusidők rövidebbek, és az eszközök tovább tart. Majdnem olyan jó, mint a szeletelt kenyér. Nos, nem egészen, de közel. Ha még soha nem próbálta G-Wizard, győződjön meg róla, hogy nézd meg az ingyenes 30 napos próbaverzió.