Sveiseelektroder for skjermet metallbuesveising (SMAW) eller manuell metallbuesveising (MMA), som de er kjent, består av en kjernetråd dekket med det som kalles fluxbelegg. Ledningen er laget av lavkvalitetsstål, og egenskapene til det avsatte metall forsterkes deretter av raffineringsadditiver som inngår i fluxbelegget.
Sveiseelektroder Flux Coating
flux coating inneholder metalliske og ikke-metalliske komponenter som er lagt til for å forbedre spesifikke egenskaper av sveiseskjøten. Fluxbelegget spiller en viktig rolle i lysbuestabilisering, produserer beskyttelsesgass som beskytter sveisebue og smeltet metall mot forurensning med luft, produserer slagg som beskytter sveisemetallet, kontrollerer hydrogeninnhold, foredler sveisemetall, tilsetter nødvendige legeringselementer basert på sveisekravene, og hjelper til med lysbuetenning.
for eksempel, mangan lagt til fluks belegg som en komponent som forbedrer sveisemetall seighet og styrke; dessuten, silisium tilsatt som et deoksiderende element Som Samhandler med smeltet sveisemetall og danner oksid silika som fjerner oksygen fra sveisemetall.
et metallpulver legges til sveiseelektroder som produserer Det vi kaller Metallpulverelektroder. Metallpulverelektroder kan håndtere høyere sveisestrømnivå. Derfor gir det en høyere metallavsetningshastighet sammenlignet med en elektrode som ikke inneholder jernpulver. Metallinnskuddsrenten øker, men samtidig reduseres buekraften, noe som reduserer perlepenetrasjonen.
Metallpulverelektroder øker metallavsetningshastigheten opp til 140%; bruk av metallpulverelektroder er imidlertid begrenset til flate, horisontale og vertikale sveiseposisjoner.
Smaw Elektroder Grupper
som fluxbelegget forbedrer egenskapene og dermed egenskapene til sveisemetallet. SMAW-elektrodene er gruppert basert på deres fluxbeleggtype i tre grupper; de viktigste tre gruppene er:
- Grunnleggende.
- Rutil.
- Cellulose.
Hver type fluxbelegg har visse metalliske og ikke-metalliske komponenter som påvirker sveiseegenskapene betydelig.
Grunnleggende Belagte Pinneelektroder
det grunnleggende elektrodebelegget består av ca. 80% av grunnkomponenter, hovedsakelig kalsiumkarbonat (CaCO3) og kalsiumfluoritt (CaF2).
Grunnleggende Elektroder Egenskaper
- buen av grunnleggende belagte stavelektroder inneholder lite oksygen; derfor er utbrenningen av legeringselementer lav.
- høy effekt energi av de grunnleggende elektrodene sveise, spesielt ved lave temperaturer.
- Grunnleggende belagte stavelektroder produserer svært forlengbar sveising med lavt sveisemetallutbyttepunkt.
- høy metallurgisk renhet av sveisingen som reduserer risikoen for varm sprekker.
- Lavere mengde hydrogen som reduserer risikoen for kald sprengning.
- den grunnleggende belagte stavelektrode slaggen reagerer med metall urenheter som svovel og fosfor, noe som forbedrer sveiseegenskapene.
- de grunnleggende belagte pinneelektrodene gir rent sveisemetall, noe som forbedrer de mekaniske egenskapene, spesielt seighet.
Grunnleggende Elektroder Punkter Å Vurdere
- sveiseren bør opprettholde en kort bue under sveising for å unngå sveising porøsitet.
- Grunnleggende belagte pinneelektroder slagg er tykk og viskøs; derfor er høy sveiser ferdighet avgjørende for å produsere sveiser uten slagginneslutninger.
- Slaggfjerning er mer utfordrende med grunnelektroder da sveiseprofilen er konveks i sin form.
- grunnleggende belagte pinneelektroder krever baking for å minimere fuktighetsinnholdet i grunnbelegget for å ha lave hydrogennivåer i sveisemetall.
Grunnelektroder Bruker
- Brukes til stive konstruksjoner som krever høyforlengbar sveis med lavt sveisemetallutbyttepunkt.
- brukes til sveising av ulike ståltyper, inkludert stål med høyere styrke.
- Brukes til sveising av forurenset stål og stål med høyt svovel – og fosforinnhold, hvilke grunnleggende elektroder overfører alle urenheter til en slagg.
- Brukes til sveiseapplikasjoner som krever høy bruddseighet ved lav driftstemperatur.
- Brukes til krymping av deler og komponenter.
Grunnleggende Elektroder Bakeprosedyre
Produksjon SMAW elektroder produserer elektroder med lavt fuktighetsinnhold når elektrodene passerer gjennom en bakeprosess ved høy temperatur under produksjonen.
elektrodene er vanligvis pakket i lukkede beholdere; beholderen skal holdes i uåpnet fuktighetskontrollert tilstand og lagres i tørr tilstand.

når beholderen er åpnet, har elektroder en tendens til å absorbere fuktighet, og deretter bør elektrodene bli bakt på NYTT i en ovn VED 325ºC±25°C i en time eller 250~275º I to timer og deretter holdt i en holdeovn VED 150ºC før de blir utstedt i kogger til sveisere.
vanligvis kan elektroder bli re-bakt to eller tre ganger uten å påvirke integriteten av flux belegg og sveising ytelse; imidlertid vil produsenten av elektroden angi maksimalt antall elektroder re-baking.
Grunnleggende belagte pinneelektroder sveises med likestrøm på + polen (DC+) eller med vekselstrøm (AC).
Rutil Belagt Pinne Elektroder
rutil elektrode belegget består av ca 90% av rutil komponenter, hovedsakelig titandioksid (TiO2), redusert til 50% i karbon og karbon-mangan stål rutil elektroder.
Rutilelektroder Typer
Rutilelektroder er universalelektroder, delt inn i kategorier basert på elektrodebeleggtykkelse og komponentblandingstype; hovedtypene er:
R-Type-Tynn belagt stor globulær overføring, elektroden har en god broeringsevne; Derfor brukes r-elektrodene til sveising av plater.
RC type-Middels tykk sveising og god viskøs, elektroden er egnet for vertikal ned sveising.
rr type-Tykk belagt fin hengende overføring; elektroden produserer høy avsetning og glatte sveiser.
Rb – typer-Tykk belagt mellomstor grov overføring, elektroden gir god seighet og styrkesveiser bedre ENN RR-typer, høy avsetningseffektivitet. De brukes vanligvis i rørledningskonstruksjon, strukturell stålteknikk for leddfylling og rotsveising.
Rutil Elektroder Egenskaper
- Rutil belagt pinne elektroder bue er veldig glatt og stabil.
- Rutil belagt pinne elektroder bue har en mindre oksiderende effekt; buen atmosfæren er nøytral.
- Rutilelektroder gir en jevn sveiseprofil.
- Rutilelektroder produserer tynt slagglag som er lett å fjerne.
- Rutilelektroder er de enkleste å bruke når man sammenligner Den med andre elektrodetyper.
Rutilelektroder Peker Å Vurdere
- Rutilbelagte pinneelektroder kan ikke bakes da de inneholder ca. 10% cellulose; derfor inkluderer de relativt høy fuktighet og produserer høye hydrogen sveiser.
- Rutilelektroder brukes ikke til sveising av høyfast stål eller tykk stålseksjon på grunn av risikoen for sprekker på grunn av de produserte høy hydrogen sveiser.
- Rutil belagt pinne elektroder produsere lav seighet sveiser ved lave temperaturer.
Rutil Elektroder Bruker
- Rutil belagt pinne elektroder brukes for generell fabrikasjon av lav styrke ulegert stål.
- Rutilelektroder brukes til å øke sveiseproduksjonshastigheten ved å tilsette jernpulver til belegget, noe som øker metallavsetningshastigheten.
- Rutilbelagte stavelektroder er egnet for sveising av tynne stålseksjoner.
Rutilbelagte stavelektroder sveises med likestrøm ved-polen (DC-), likestrøm ved + polen (DC+) eller med vekselstrøm (AC).
Cellulosebelagte Pinneelektroder
cellulosebestandelektrod-belegget består av ca. 40% av brennstoffer (cellulose).
Cellulose Elektroder Egenskaper
- Cellulose belagt pinne elektroder brukes effektivt for loddrett ned sveising.
- Cellulosebelagte stavelektroder gir høy sveisehastighet ved høy avsetningshastighet.
- cellulose elektroder belegg bryter under sveising produsere karbonmonoksid, karbondioksid og hydrogen som fungerer som en dekkgass som beskytter smeltet metall.
- det dannede hydrogenet fra elektrodebeleggsmelting gir relativt høy buespenning.
- Cellulose elektroder produsere en god til utmerket kvalitet sveising for sikre sirkulære sømmer (Rørledninger).
- Celluloseelektroder produserer et relativt lite slaggvolum.
Celluloseelektroder Poeng Å Vurdere
- Cellulosebelagte stavelektroder kan ikke bakes under produksjonen eller før sveising, da baking vil ødelegge cellulosen; derfor inkluderer de relativt høy fuktighet og produserer høye hydrogen sveiser.
- Celluloseelektroder er forbundet med risikoen for hydrogensprekking på grunn av de produserte høye hydrogen sveiser.
- som et kontrollmål, følger en annen sveisepass for å følge celluloseelektroderotpasset mens sveiseperlen fortsatt er varm for å lette hydrogenflukt og minimere risikoen for hydrogensprekker. Det andre sveisepasset som ble utført mens rotpasset fortsatt er varmt kalles (hot-pass).
- Celluloseelektroder er begrenset i bruk for sveising av høyfast stål eller tykk stålseksjon på grunn av risikoen for sprekker på grunn av de produserte høy hydrogen sveiser.
- Cellulosebelagte pinneelektroder produserer sveiser med lav seighet ved lave temperaturer.
- Celluloseelektroder produserer høy røyk under sveising; det distraherer imidlertid ikke når du arbeider i åpne områder.
- det kreves en høyt kvalifisert sveiser under sveising med vertikal nedstilling for en lydsveis.
- en spesiell vertikal ned sveisestrømforsyning med svært bratte spenningsreguleringsegenskaper og ikke-belastningsspenninger av ≥ 80 må brukes.
- Felles riktig passform er viktig, med riktig justering av platekanter og konstant rotgap.
Celluloseelektroder Bruker
- Cellulosebelagte stavelektroder som brukes i vertikal nedsveising med raskere hastighet og lavere risiko for mangel på penetrasjon og mangel på fusjon.
- Celluloseelektroder er de mest egnede elektrodene for å utføre rotpass sveising ved høy hastighet og god penetrasjon.
- Cellulose stick elektroder er kjent for sveising rørledninger root pass med god penetrasjon.
- Cellulose stick elektroder brukes i sveising av vertikale og omkretsfuger på oljelagertanker.
Cellulosebelagte stavelektroder sveises med likestrøm på + polen (DC+) eller med vekselstrøm (AC).
Klassifisering Av Sveiseelektroder
Ulike internasjonale standarder klassifiserer sveiseelektroder; Europeiske og Amerikanske standarder er de vanligste standardene som brukes til å klassifisere elektroder. Elektrodeklassifiseringen er basert på testkravene identifisert av standardene på sveiseavsetningene for å verifisere at sveiser oppfyller kravene til mekaniske egenskaper og kjemisk sammensetning. Elektroder produsenter har en tendens til å sertifisere sine elektroder etter de fleste internasjonale standarder for bredere bruk.
de vanligste internasjonale standardene som klassifiserer sveiseelektroder er:
- ISO 2560-Sveiseforbruksvarer(Tildekkede elektroder for manuell metallbuesveising av ikke-legert og fint kornstål).
- AWS A5. 1-Spesifikasjon For Karbonstålelektroder for Skjermet Metallbuesveising.
- AWS A5. 5-Spesifikasjon For Lavlegerte Stålelektroder for Skjermet Metallbuesveising.
ISO 2560 Klassifisering
ISO 2560 Standard klassifiserer dekkede elektroder for manuell metallbuesveising av ikke-legerte og fine kornstål; standarden er delt inn I To klassifiseringssystemer, System «A» og System » B «som følger:
- ISO 2560 Klassifiseringssystem «A»: Klassifisering etter avkastningsstyrke og 47 J slagenergi.
- ISO 2560 Klassifiseringssystem «B»: Klassifisering etter strekkfasthet og 27 J slagenergi.
elektrodeprodusenten skriver ut en spesifikk betegnelse på hver elektrode for å identifisere egenskaper og bruk basert på ett av de to ovennevnte systemene.
ISO 2560 Klassifiseringssystem » A «
betegnelsen er delt inn i obligatorisk og valgfri; i system » A » inkluderer betegnelsen obligatorisk utbyttestyrke, slagenergi, kjemisk sammensetning og elektrodebeleggtype. Tilleggsutstyret inkluderer diffusibelt hydrogeninnhold, sveiseposisjon, metallgjenvinning og type strøm.
obligatoriske seksjoner må identifiseres og skrives ut på elektrodene, mens valgfrie seksjoner ikke er obligatoriske og kanskje ikke vises på alle elektroder.

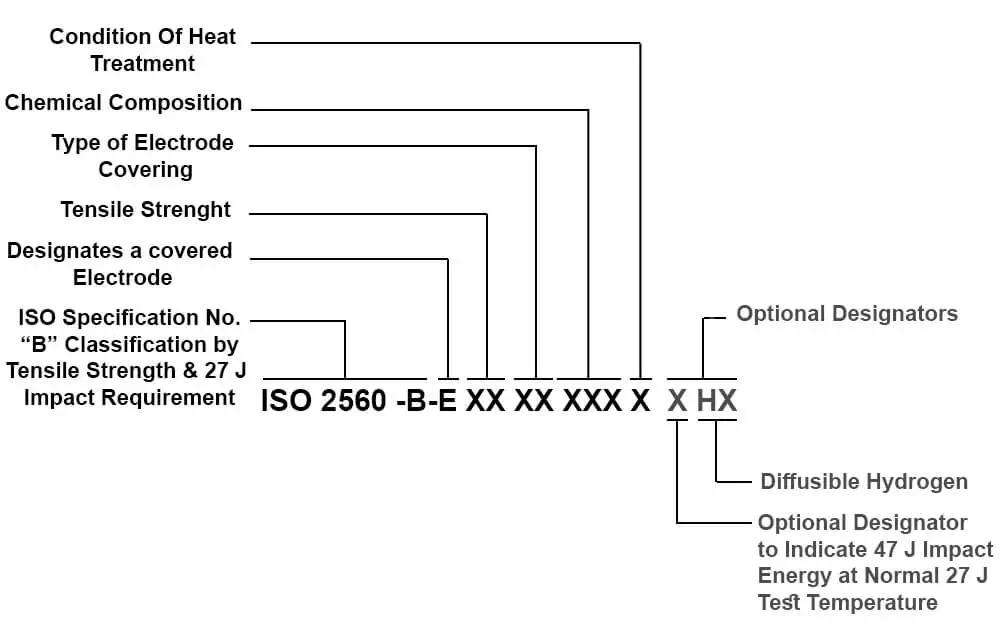
ISO 2560 Klassifiseringssystem»B»
betegnelsen er delt inn i obligatorisk og valgfri; i system » B » inkluderer betegnelsen obligatorisk strekkfasthet, type elektrodebelegg, kjemisk sammensetning og varmebehandling tilstand. Tilleggsutstyret inkluderer diffusibelt hydrogeninnhold og 47 j slagenergi ved normal 27 J testtemperatur.
obligatoriske seksjoner må identifiseres og skrives ut på elektrodene, mens valgfrie seksjoner ikke er obligatoriske og kanskje ikke vises på alle elektroder.
AWS a 5.1 OG AWS A5. 5
AWS a5.1 Og A5.5 Standarder klassifiserer karbonstålelektroder og lavlegerte stålelektroder for skjermet metallbuesveising. Elektrodens betegnelse er delt inn i obligatorisk og supplerende; både obligatoriske og supplerende betegnelser må skrives ut på hver elektrode i henhold til klassifiseringssystemkrav.
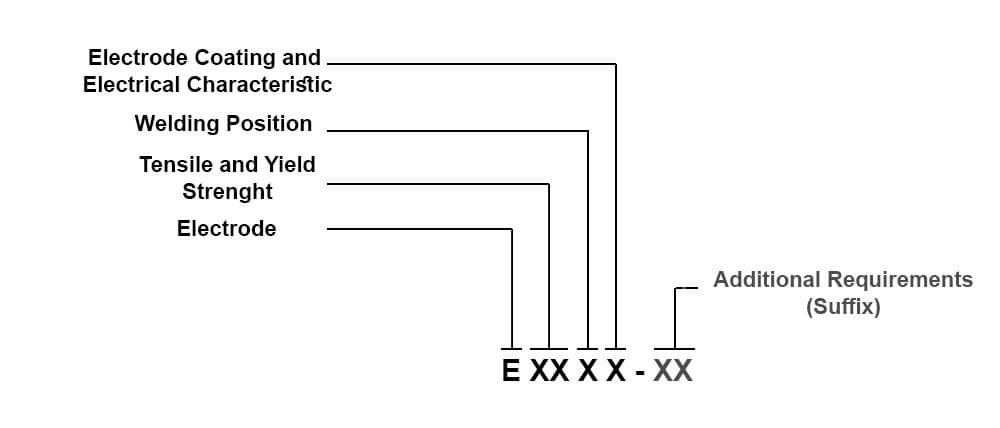
Hvert siffer i elektrodebetegnelsen brukes til å betegne et spesifikt krav til standarden som følger:
E – Elektrode
Strekk – Og Utbyttestyrke – I PSI av sveisemetallet
- E60xx – Strekkstyrke på 60 000 psi
- E80xx – Strekkstyrke på 70 000 psi
- E80xx – Strekkstyrke på 80 000 psi
- E90xx – Strekkstyrke på 90 000 PSI
- e100xx – strekkstyrke På 100 000 psi
- e120xx – Strekkstyrke På 110 000 psi
- e120xx-Strekkstyrke På 120 000 psi
Sveiseposisjoner
- exx1x flat, horisontal, vertikal (opp), Overhead.
- Exx2x Flat, Horizontal.
- Exx3x Flat.
- Exx4x Flat, Horizontal, Overhead, Vertical (down).
Electrode Coating
- Exxx0 – Cellulose, Sodium
- Exxx1 – Cellulose, Potassium
- Exxx2 – Rutile, Sodium
- Exxx3 – Rutile, Potassium
- Exxx4 – Rutile, Iron Powder
- Exxx5 – Low Hydrogen, Sodium
- Exxx6 – Low Hydrogen, Potassium
- Exxx7 – Iron Powder, Iron Oxide
- Exxx8 – Low Hydrogen, Iron Powder
- Exxx9 – Iron Oxide, Rutile, Potassium
Electrode Current and Penetration
- Exxx0 – DC+ (Deep Penetration)
- Exxx1 – AC/DC+ (Deep Penetration)
- Exxx2 – AC/DC- (Medium Penetration)
- Exxx3 – AC/DC+/DC- (Light Penetration)
- Exxx4 – AC/DC+/DC- (Medium Penetration)
- Exxx5 – DC+ (Medium Penetration)
- Exxx6 – AC/DC+ (Medium Penetration)
- Exxx7 – AC/DC- (Medium Penetration)
- Exxx8 – AC/DC+ (Medium Penetration)
- Exxx9 – AC/DC+/DC- (Medium Penetration)
Additional Requirements as per AWS A5.1
- (1) – Betyr økt seighet For e7018 elektroder eller økt duktilitet For e7024 elektroder.
- (M) – betyr elektrode oppfyller de fleste militære krav; militære krav er vanligvis større seighet, lavere fuktighetsinnhold og spesifikke diffusible hydrogengrenser for sveisemetall.
- (H4), (H8) eller (H16) – Angir maksimal diffuserbar hydrogengrense målt i millimeter per 100 gram (mL/100g).
- H4 betyr 4 ml per 100 gram.
- H8 betyr 8 ml per 100 gram.
- H16 betyr 16 ml per 100 gram.
Tilleggskrav i HENHOLD TIL AWS A5.5
- (A1) – Stållegeringstype: Karbon-Molybden.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) – Stållegeringstype: Krom-Molybden Med forskjellig prosent.
- (C1) / (C1L) / (C2) / (C2L) / (C3) – Stållegeringstype: Nikkelstål Med forskjellig prosent.
- (NM) – Stållegeringstype: Nikkel-Molybden.
- (D1) / (D2) /(D3) – Stållegeringstype: Mangan-Molybden.
- (W) – Forvitring stål.
- (G – – ingen nødvendig kjemi.
- (M) – Militær karakter.
Relatert Artikkel: En Guide Til 6010, 6011, 6013 Og 7018 Sveisestenger

Sveising Elektroder Deponering Rate
avsetning rate av sveising elektrode er hastigheten som smeltet metall fra sveisen kan avsettes uttrykt i gram, kilo eller pounds per time. Beregningen er basert på kontinuerlig drift, med unntak av stopptid som forbrukes under innføring av en ny elektrode, rengjøringsslag eller andre eksterne årsaker.
Sveiseelektroder Inspeksjon
Sveiseelektroder inspeksjon før bruk er viktig for å unngå sveisefeil som kan oppstå ved bruk av elektroder som ikke oppfyller kravene; følgende punkter er vanligvis verifisert:
Elektrodestørrelse
Elektrodediameter og lengde må oppfylle bestillingskravene, typisk 350-450mm lengde og 2,5-6mm elektrodediameter; andre lengder og diametre er imidlertid tilgjengelige.
Elektrodebelegg Tilstand
Fluxbelegg må være fri for sprekker og flis; stålkjernetråd må være konsentrisk med lik beleggtykkelse og riktig tilslutning mellom belegget og trådkjernen er viktig.
Elektrodebetegnelse
Elektrodebetegnelse skal oppfylle sveiseprosjektets krav, og det er derfor viktig å verifisere at følgende betegnelser og sørge for at de samsvarer med sveisekoblingskrav.
- Materiale: Ulike sveiselektrodermaterialer er tilgjengelige basert på grunnmetallmaterialet; elektrodene kommer i lavkarbonstål, høykarbonstål, støpejern, spesiallegeringer, etc.
- Styrke og seighet: Elektroder utbytte, strekkstyrker og seighet varierer basert på kravet til sveisefeste.
- Kjemisk sammensetning: kjemisk sammensetning av sveisemetallet som har en tendens til å forbedre egenskapen til sveiseleddet.
- Jernpulverinnhold: Jernpulverinnhold i belegget for å forbedre metallavsetning og produktivitet; det begrenser imidlertid sveiseposisjoner.
- Sveiseposisjon: Ulike elektroder brukes til forskjellige sveiseposisjoner.
Sveiseelektroder Operasjonsvariabler
under sveising påvirker ulike variabler sveiseelektroder, og sveiseren styrer disse variablene, variablene er:
- Strøm (Strømstyrke): Strømstyrke bestemmes av størrelsen på elektroden og sveiseposisjonen, elektrodeprodusenten angir anbefalt strømstyrke. Lav strømstyrke produserer uregelmessig sveis perle form og mangel på fusjon og penetrasjon. Høy strømstyrke resulterer i overdreven penetrasjon, brenne gjennom, undergrave, og kan skade elektroden på grunn av overoppheting.
- Buelengde (Spenning): sveiseren styrer buelengden under sveising ved å opprettholde avstanden mellom sveiselektroden og uedelt metall og styrer derfor buespenningen, buespenning er spenningen som kreves for å opprettholde buen under sveising. Lav spenning forårsaker dårlig penetrasjon, slagg inkludering og ustabil bue. Høy spenning genererer overdreven sprut og forårsake porøsitet og uregelmessig sveise perle form.
- Kjørehastighet: Avhengig av å utføre sveisingen med stringer perler eller ved veving, kalles lengden på sveiseinnskudd fra en standardelektrode Runout Lengde (ROL) og den er definert i welding procedure specification (WPS). Rask kjørehastighet produserer smal sveis perle, slagg inkludering og dårlig fusjon og penetrasjon. Langsom kjørehastighet gir uregelmessig sveisepireform, overdreven avsatt sveis og kald runde.
- kjørevinkel: avhengig av sveiseposisjon er elektrodevinkelen innstilt. Etterfølgende, vertikal eller ledende er den kjente kjørevinkelposisjonen som påvirker sveisepenetrasjon og metallavsetning.
- Manipulering: Sveisemanipulasjonsteknikker varierer mellom sveisere; teknikken avhenger av elektrodetype, strøm, sveiseposisjon, sveisepass type (rot, fylling eller hette) og felles design.
 rapporter denne annonsen
rapporter denne annonsen
Type Strøm For Sveiseelektroder
Likestrøm-Elektrode Positiv (DC+)
sveiseelektroden er den positive polen i sveisekretsen, og uedelt metall er den negative polen. Varmen som genereres ved sveising fordeler seg til to tredjedeler på elektrodespissen og en tredjedel på grunnmetallet.
Likestrøm-Elektrode Negativ (DC-)
sveiseelektroden er den negative polen i sveisekretsen, og grunnmetallet er den positive polen. Varmen som genereres ved sveising fordeler seg til en tredjedel på elektrodespissen og to tredjedeler på grunnmetallet.
Vekselstrøm (AC)
strømmen veksler mellom sveiseelektroden og uedelt metall. Varmen som genereres ved sveising fordeles likt mellom elektrodespissen og uedelt metall.