よい懸濁液システムはあらゆるタイプの自動車で、特にオフロード適用で主です。 車輪の移動と関節が非常に重要な岩の上をゆっくりと這うことを通して車を取るかどうか、またはプロジェクトストームトルーパーとの私たちのケースだったwhoopsを介して。 このプロジェクトは、最終的に砂漠で高速でwhoopsを打つことができるようになりますプレランナーに組み込まれています。 オフロード乱用を扱うことができる懸垂装置を作成することは皆の造りの最前線にある必要がある。
トラックにサスペンションが取り付けられていることを示したとき、すでに猫を袋から出していましたが、どうやってそれをしましたか? 私達はキットを設計し、最終的にトラックに取付けることの私達の頭部を通って行ったものが説明する。

どこから始める
堅実な計画を持つことは、使用されている材料と同じくらい価値があります。 私たちは、オフロードレース車両を複製し、チームが生き物の快適さでコースを事前に実行できるようにすることになっている車両であるプレランナーを作 レーストラックにはA/C、ステレオ、またはパワーウィンドウはありませんが、プレランナーはありません。


プレランナーはレース車両を複製することを意図しています。 彼らは、Iビーム(左)またはaアーム(右)のいずれかを持つことができます。
プレランナーは、砂漠を処理するために必要なサスペンション旅行のタイプを作成できるように、A-armsまたはI-beamsを使用します。 セットアップは間違いなく認識可能であるスタンスにつながる–広いフロントエンド。 より広いトラック幅は改善された動的安定性を可能にする。
私たちはいつもそれを見て、前を広げて後ろの在庫を残すだけの人たち。 真に安定性を向上させるためには、車両の前面と背面の両方を広げる必要があり、これはCurrie Enterprises F9ハウジングを設置するときにStorm Trooperで発生します。

私たちのプロジェクトでは、タイヤの中心から75インチのトラック幅を与えることになったサイドあたりのトラック幅を4.5インチ より長い制御腕は高められた車輪旅行を同様に可能にした。 私達は車輪旅行の17から20インチのまわりで得ることを向けていた。 トラックにあったキットは、仕事を得た旅行の10インチを循環させましたが、私たちがなりたかった場所ではありませんでした。
また、強度と耐久性を高めるために、ロッドエンドとユニボールの両方を走らせたいことも知っていました。 私達はより低い制御腕のために私達はすべての私達の球形軸受けおよび棒端のためのFKの棒端と行ったが、Delrinのブッシュを使用します。

fk Rod EndsでBrian McAllisterと話をし、キットで使用したロッドエンドとユニボールについて話をする機会がありました。 “あなたが選んだ棒端は3/4-16糸と共にスリーピースの設計を使用するJMX12Tだった、3/4インチの穴があり、PTFEはさみ金がある。”彼は続けた、”ボールは硬質クロム板と52100鋼で作られています。 ボディおよび競争は鋼鉄合金、それ扱われる熱-扱われた、めっきされる亜鉛およびクロム酸塩である。”
私たちが一緒に行ったユニボールは、同様の材料で構成されています。 “あなたが一緒に行った球面ベアリングはWSSX16Tでした.それは広いです,ステンレス,熱処理球面ベアリング,”McAllisterは説明しました. “ベアリングには1インチのボアと2つの穴があります。PTFEはさみ金との外径125インチ。 球は競争はまた扱われる熱-扱われる17-4PHのステンレス鋼であるが、440ステンレス鋼で、熱-扱われる。”

アッパーコントロールアームとステアリングの両方にPTFEが並ぶロッドエンドを使用しました。 上で描かれる私達の機械で造られた6061T6航空機の等級のアルミニウムタイ棒はあります。
“ベアリング内のPTFEライナーは、ボールを破片からきれいに保ちます”とMcAllister氏は述べています。 “ライナーは、それが移動するときにボールのためのルブリケーターとワイパーとして動作します。”最初の手の経験から、私たちは安い、ノックオフロッドエンドを使用すると、最悪の時間にあなたを悩ませるために戻ってくることができることを知
私たちが私たちの製作と交配する製品の品質は、砂漠のwhoopsを飛んでいる間に心配することが少なくなります。 私たちがしなければならなかったのは、金属をドラッグして仕事に就くことだけでした。
冶金&溶接
車両は、それを作成する際に使用される材料と同じくらい強く、オフロードで極端な虐待を見るコンポーネントを作成することでさらに重要 オンラインで浮かぶすべての言葉と、私達はローカル金属の供給のヤードに先頭に立つ前に知る必要があるものをの基本原則を破壊する。
投げられる2つの最も大きい名前は穏やかな鋼鉄およびchromolyである。 それぞれには利点とそれに沿って行くための値札があります。 Chromolyは2つの中で最も高価になるでしょうが、軽量で最も強度を提供します。 高められた利点は二重穏やかな鋼鉄の費用である場合もあるより高い価格に来ます。

選択した材料を適切に使用する方法を知ることで、砂丘で何も壊さないようにします。
軟鋼はコストを抑えるために多く使用されていますが、用途が広いためにも使用されています。 それはすべてのローカル金属の供給のヤードでそして厚さの広い範囲で容易に見つけることができる。 軟鋼はTIGまたはMIG溶接することができますが、chomolyはtig溶接する必要があります。 ChromolyがMIG溶接されるとき金属の特性を妥協し、ほとんどの認可ボディの下で点検に合格しない。
それになると、車両の最終目標に適合する材料と予算に適合する材料を選択する必要があります。 異なったタイプの金属の特性の詳細情報のために、私達の完全な冶金学101の記事から点検しなさい。
最高品質の材料を使用することは、より強力な製品を意味するかもしれませんが、それは溶接にも依存します。 MIG溶接とTIG溶接の間には大きな違いがあります。 それぞれに時間、準備、およびコスト要因だけでなく、使用されている材料の時間。
ティグ溶接は、オフロードレースチームの好ましい溶接スタイルです。 それに溶接接合箇所に溶ける溶加材の量を示す低い沈殿速度があります。 TIG溶接はより強く、ユーザーは溶接に入る熱の量を制御できます。
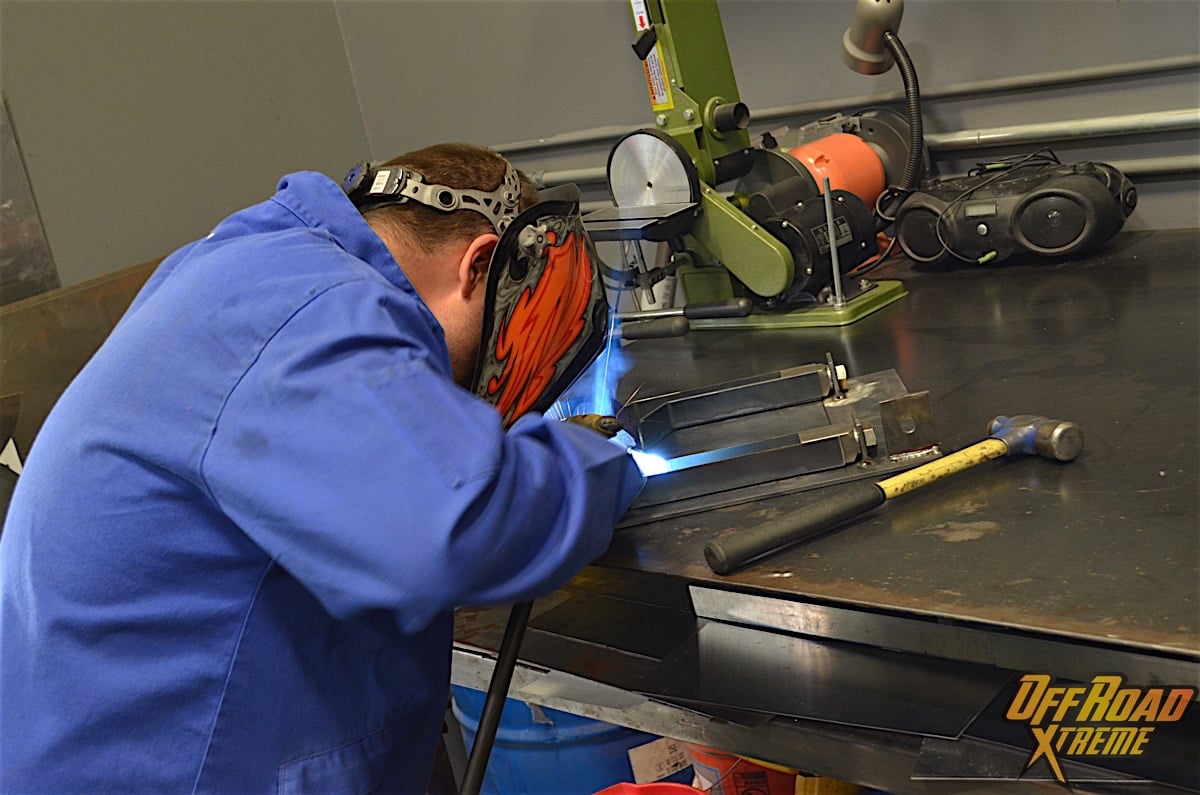

プロジェクトで使用される溶接の種類は、特定の要因に依存し、MIG(左)とTIG(右)の違いは、開始する前に知られている必要があります。
ミグ溶接はオフロードコミュニティで広く使用されており、通常、ほとんどの人が始める溶接の一形態です。 それはTIGより速く溶接することができますありますが、高い蒸着速度を持っています。 MIGの溶接にまた変化芯を取られたワイヤーの使用とgasless溶接されることの選択がある。
このようなプロジェクトを開始する前に、最終目標を確立する必要があります。 ビルドの予算と使用されている材料の種類を知ることは、行われる必要がある溶接の種類を正当化します。 溶接の材料そしてタイプが理解されたら懸濁液の設計は始めることができます。
芸術作品の作成
今、私たちは計画を持っていて、私たちが行っていた方向性を知っていたので、それは私たちのMiller Millermatic252溶接機を起動して仕事に就 これを正しく行うために必要なツールには、かなりの投資があります: グラインダー、プラズマトーチ、フィンガーブレーキ、溶接機、ドリルプレス、およびそれらと一緒に行くためのすべての消耗品。



私たちのMillermatic252の助けを借りて、私たちは問題なくサスペンションを溶接することができました。
プラズマテーブルにアクセスできることは、私たちの仕事をはるかに簡単にしました。 私たちは、すべてのプレート、リブ、タブを描画CADでコンピュータの前で時間を費やす必要がありましたが、最終的には、それは私たちに手ですべてをカットす

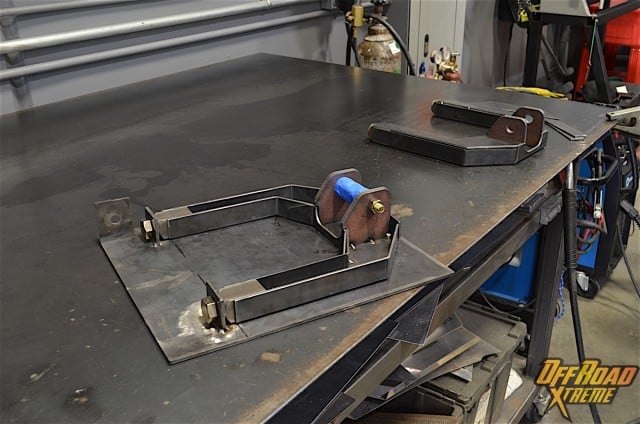
すべてが早い段階で大きなパズルのピースのように見えます。 これは版の私達のより低い制御腕セットの1つがのように見えるものである。
すべてのオフロードリグは、異なる測定値のセットを持ちます。 私たちのキットのすべての部分は、トラックのために特別に作られました; この車両にのみ適用されるため、正確な測定値、曲がりの程度、または角度であなたを退屈させることはありません。
必要な材料
- 異なる厚さの鋼板
- チューブ、箱入りアームを作成しない場合
- ロッドエンド
- 溶接バング
- ユニボールとカップ
- ミスアライ
サスペンション用のテンプレートを作っていたとき、プレートを1インチ長くする必要がある場合は、CAD図面を変更してプラズマテーブルに作業をさせ テーブルが私達のための部品を切ったら、それはジグに置かれて得て準備ができていた前に残りのスラグをたたくために粉砕機およびワイヤー車輪
治具を作ることは必須です。 それは質問されるべきではありません。 それは部品がまっすぐにとどまり、再生することができるようにするものです。 部品が作られている間、治具はすべてを所定の位置に保ちました。 私たちのためには、スピンドル用、上のコントロールアーム用、下のコントロールアーム用の三つのジグを作らなければなりませんでした。 これらのすべては、サイクリング時に問題がないことを確認するために、元のジオメトリに基づいていました。

治具を作成すると、部品を複製することができます。 私達の部品のいくつかのために、それらは運転者および乗客の側面両方で同じだった。 ジグは、彼らが同じになることを確認します。
作品のテンプレートで武装し、私たちは地元の廃品から得たフロントフレームの一部にそれを模擬することができました。 私達は今すべてが私達のトラックを離れて取らないで働くことを知っていた。 すべてが確定したら、部品を切断し、それらをすべて一緒に溶接する時間でした。
内部、外部、リブはすべて、部品が私たちが与える虐待に耐えることができるように溶接されなければなりませんでした。 部品あたりの溶接時間を平均したところ、溶接時間は約六時間に達しました。




私達の制御腕のあらゆる部分は–内部、外側、肋骨およびタブ溶接されなければならなかった。 彼らはすべてのビーズが必要でした。
作品ごとに、私たちはゆっくりと独自のサスペンションキットを作成していました。 キットが完成した後の満足感は、私たちが説明できないものでした。 私たちがキットを構築し、私たちがそれをやったという事実を所有できることを認識することは、それ自体が何かでした。

インストール
すべての汚れた仕事が行われ、金属の削りくずがほこりを落としたら、傑作をインストールする時間でした。 私たちは以前の記事でこれを徹底的にカバーしましたが、これは本当に後ろに座って、あなたの傑作に驚嘆する時間です。

長い週末の終わりに、私たちはキットをインストールすることができました。 インストールがどのように行われたか、およびキットの残りの部分をインストールするために必要なすべての記事をチェックしてくださ
これは間違いなく専門家、または彼らが何をしているかを知っている人に任されるべきプロジェクトです。 それを不十分に行うと、重大な怪我や死につながる可能性があります。
最高の材料が使用されていることを確認し、溶接がポイントにあり、サスペンションは、車両が表示されますオフローディングのタイプのために構築されていることを確認してください。 市場のより高い値を付けられたキットはchromolyの版を利用し、溶接されるTIGである。 予算志向の人のために、あなた自身を作成するタスクが困難である場合は、強く、溶接ミグで購入することができるキットがたくさんあります。
最近、どのようなプロジェクトに取り組んだり、専門家に任せたりしていますか? 私たちは以下のコメントで知らせてください!

心配しないで、後部がそれほど広くないことはわかっていますが、Currie Enterprise housingを設置するとそれが変わります。