ガイド
Christian Cavallo
シェア:
人間に知られている最も古く、まだ最も基本的な工業プロセスの一つは、金属鋳造です。 宝石類および武器類を作成するために古代で始まった鋳造は液体の金属がすぐに複雑な形を作り出すためにある型の中で注がれるプロセスで 現代では、標準的なプロシージャは消失型鋳造法として知られているプロセスと非常に複雑な部品を、とりわけ作成するために開発されました。 消失型鋳造法は従来の方法の口論なしで低許容、高解像の部品を作り出すのにワックス、スラリーおよび型を使用します。 インベストメント鋳造のプロセス、それがどのように機能するか、その利点、およびそのアプリケーションは、設計者が潜在的に自分のプロジェクトに
インベストメント鋳造とは何ですか、そしてそれはどのように動作しますか?
インベストメント鋳造は、非常に複雑な部品を迅速に作ることができる鋳造プロセスの一種です(鋳造の詳細については、鋳造プロセスの種類に関 インベストメント鋳造プロセスには、図1に示す4つの主要なステップがあり、以下で説明します。
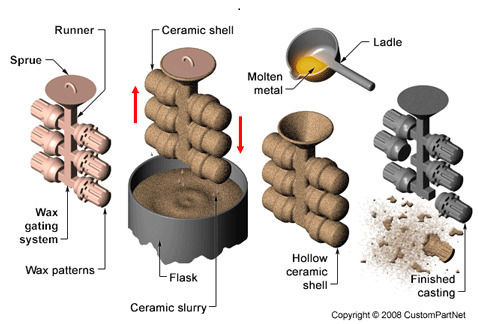
図1:インベストメント鋳造プロセス、ステップバイステップ
画像クレジット: https://www.custompartnet.com/wu/investment-casting
最初のステップは、最終的に部品の最終的な形状になるワックスパターンを作成することです。 ワックスは溶けやすく再利用されるため利用されますが、これはワックスパターンが部品が作られるたびに一度しか使用できないことを意味します。 この制限は、ワックスパターンを作成するために再利用することができ、マスター金型のいくつかの並べ替えを持っているメーカーを必要とします。 これらは、各部品に合わせて調整する必要があり、特に低い公差が必要な場合は完璧にするのが難しいため、高価になる可能性があります。 しかし、これらの金型の多くが作られている場合、それらはワックスバー(”ランナー”として知られている)を介して接続することができ、一つは多くの部品を鋳造するために注ぐことができます。 最後に、セラミック注ぐカップ(”スプルー”として知られている)がワックスパターンの上部に追加されるので、製造業者は溶融金属を最終的な金型に注ぐ漏斗を持つことになる。
インベストメント鋳造プロセスの第二段階は、ランナーとスプルーを備えたこの最終ワックスパターンをセラミック耐火スラリーに浸漬することです。 この液体は通常非常に良い無水ケイ酸、水および他のつなぎを含んでいます。 浸漬すると、部品は効果的にワックスパターンの金型であるスラリーの薄い層で覆われます。 この浸るステップはある特定のコートの厚さ(頻繁に5-10mm)を達成するために何回も行われ次に部品は乾燥します。 乾燥後、部品を逆さまにして加熱し、余分な水分を除去し、内側のワックスを溶かす。 現在、製造業者には、所望の部分の中空セラミック金型が残されている。
第三段階は、第二段階の直後に行われ、製造業者は、乾燥/溶融プロセスからまだ熱いときに溶融金属をセラミック金型に注ぐ。 前のステップからのこの予備加熱は溶解した金属が陶磁器型を傷つけることを防ぎ、また良いコーナー/細部区域への金属の流れを改善する。 また、アセンブリが冷却すると同時に、陶磁器型および金属は両方縮まり、元のワックスパターンによりよい次元の正確さを提供する。 金属が鋳造された後、製造業者はそれが完全に冷却されるのを待つ。
インベストメント鋳造の第四および最後のステップは、それが完全に固体であるときにセラミック金型を脱却することです。 これは、しばしばウォータージェットまたは基になる金属を損傷することなくセラミック層を除去する他の方法で行われる。 この時点で、終了する部品はランナーから切られ、望ましい最終製品の終わりにきれいになって準備ができています。
インベストメント鋳造の長所と短所
インベストメント鋳造は非常に人気のある鋳造方法であり、正当な理由があります。 それは他の方法よりも多くの利点を有し、その金型に忠実な非常に詳細な部品を提供する;しかし、議論されなければならないいくつかの注目すべき
は消失型鋳造法プロセスの主な利点次あります:
- 型からのよい表面の終わりの非常に複雑で、非常に正確な部品の鋳造を可能にする
- は非常に薄い投げることができる(~0。015in)非常に低い許容のセクション(~0.003in)
- 投げることができるほとんどあらゆる金属(アルミニウム、青銅、鉄、等の使用を可能にする。)
- 消失型鋳造法プロセスは自動化することができ膨大な量の部品をすぐに発生させます
- ワックスは多くのパターンのために回復され、再使用することができます
これらの欠点はかなりの価格で来ます、従って消失型鋳造法の不利な点を調べてみましょう:
- 部品は75ポンド前後の小さなサイズで最もよく動作し、大きな部品は一般的に他の鋳造プロセスに適しています
- プロセスは複雑で、通常は高価な機器や技術者が
- ワックスパターンを作るための金型のコストが高いため、プロセスは大量生産プロジェクトに制限されます
- コアまたは穴が1.6mmまたは穴より小さい部品1よりも深い。部品の直径の5倍は、投資キャスト
非常に正確で容易に再現性がありながら、投資鋳造は、高コストと複雑な仕組みを持っているので、困難です。 また、このタイプの鋳造では作成できない一部の部品形状があるため、部品のプロパティを確認して互換性があるかどうかを確認してください。
消失型鋳造法の適用
消失型鋳造法は細部、再現性および大きいプロダクト容積が望まれれば大きいプロセスです。 一般的に砂型鋳造などの他の鋳造プロセスよりも高価ですが、それははるかに小さく、一見不可能な形状を製造する最も簡単で迅速な方法です(砂型鋳造 従ってそれは適用の任意の数で使用することができるがこれらの市場が厳密でなければならない複雑な部品の大量を必要とするので、宇宙航空お 発電、石油およびガスおよび銃器の塗布はまたまた小さくけれども正確な部品を要求するので、消失型鋳造法から非常に寄与する。
アプリケーションの量は事実上無限であるため、インベストメント鋳造の使用は時間とともに増加するだけです。 製造業者は次元の正確さおよび部品の容積が重要な指定なら消失型鋳造法プロセスを考慮するべきです。 これらがプロジェクトのニーズを推進していない場合、または大きな部品が必要な場合は、インベストメント鋳造の高い価格と複雑さが報われない それにもかかわらず、消失型鋳造法プロセスは実行されるほとんどの製造工程の生産性そして信頼性を高める古代けれども多目的な発明である。
概要
この記事では、インベストメント鋳造プロセスの概要を説明しました。 その他の製品については、当社の追加ガイドを参照するか、Thomas Supplier Discovery Platformを参照して、潜在的な供給源を特定したり、特定の製品の詳細を表示したりしてくだ