Elettrodi per saldatura per saldatura ad arco metallico schermato (SMAW) o saldatura ad arco metallico manuale (MMA), come sono noti, costituiti da un filo conduttore coperto con quello che viene chiamato rivestimento di flusso. Il filo è realizzato in acciaio di bassa qualità e le proprietà del metallo depositato vengono quindi migliorate dagli additivi di raffinazione inclusi nel rivestimento del flusso.
Elettrodi per saldatura Flux Coating
Il flux coating contiene componenti metallici e non metallici che vengono aggiunti per migliorare le proprietà specifiche del giunto di saldatura. Il rivestimento di flusso svolge un ruolo vitale nella stabilizzazione dell’arco, produce gas di protezione che protegge l’arco di saldatura e il metallo fuso dalla contaminazione da aria, produce scorie che proteggono il metallo di saldatura, controlla il contenuto di idrogeno,raffina il metallo di saldatura, aggiunge elementi di lega necessari in base ai requisiti dell’applicazione di saldatura e aiuta
Ad esempio, il manganese aggiunto al rivestimento del flusso come componente che migliora la tenacità e la resistenza del metallo di saldatura; inoltre, il silicio aggiunto come elemento disossidante che interagisce con il metallo fuso di saldatura e forma la silice di ossido che rimuove l’ossigeno dal metallo di saldatura.
Una polvere metallica viene aggiunta agli elettrodi per saldatura producendo quelli che chiamiamo elettrodi in polvere metallica. Gli elettrodi in polvere metallica possono gestire un livello di corrente di saldatura più elevato. Di conseguenza, dà un più alto tasso del deposito del metallo confrontato con un elettrodo che non contiene la polvere del ferro. Il tasso di deposito del metallo aumenta, ma allo stesso tempo la forza dell’arco viene ridotta, riducendo la penetrazione del tallone.
Gli elettrodi in polvere metallica aumentano il tasso di deposizione del metallo fino al 140%; tuttavia, l’utilizzo di elettrodi in polvere metallica è limitato a posizioni di saldatura piatte, orizzontali e verticali.
SMAW elettrodi Gruppi
Come il rivestimento di flusso migliora le proprietà e di conseguenza le caratteristiche del metallo di saldatura. Gli elettrodi SMAW sono raggruppati in base al loro tipo di rivestimento del flusso in tre gruppi; i principali tre gruppi sono:
- Di base.
- Rutilo.
- Cellulosico.
Ogni tipo di rivestimento di flusso ha alcuni componenti metallici e non metallici che influenzano significativamente le proprietà di saldatura.
Elettrodi a bastone rivestiti di base
Il rivestimento degli elettrodi di base è costituito da circa l ‘ 80% di componenti di base, principalmente carbonato di calcio (CaCO3) e fluorite di calcio (CaF2).
Proprietà degli elettrodi di base
- L’arco degli elettrodi a bastone rivestiti di base contiene poco ossigeno; pertanto, la bruciatura degli elementi di lega è bassa.
- Alta energia di impatto della saldatura degli elettrodi di base, specialmente a basse temperature.
- Gli elettrodi a bastone rivestiti di base producono saldature altamente elongabili con un basso punto di snervamento del metallo saldato.
- Elevata purezza metallurgica della saldatura su cui si riduce il rischio di cracking a caldo.
- Minore quantità di idrogeno su cui riduce il rischio di cracking a freddo.
- La scoria rivestita di base dell’elettrodo del bastone reagisce con le impurità del metallo quali lo zolfo ed il fosforo, che migliora le proprietà delle saldature.
- Gli elettrodi a bastone rivestiti di base danno un metallo saldato pulito, che migliora le proprietà meccaniche, in particolare la tenacità.
Punti di base degli elettrodi da considerare
- Il saldatore deve mantenere un arco corto durante la saldatura per evitare la porosità della saldatura.
- Le scorie di elettrodi rivestiti di base sono spesse e viscose; quindi, l’alta abilità del saldatore è essenziale per produrre saldature senza inclusioni di scorie.
- La rimozione delle scorie è più difficile con gli elettrodi di base poiché il profilo di saldatura è convesso nella sua forma.
- Gli elettrodi a bastone rivestiti di base richiedono la cottura per ridurre al minimo il contenuto di umidità nel rivestimento di base per avere bassi livelli di idrogeno nel metallo saldato.
Usi di base degli elettrodi
- Uso per le costruzioni rigide che richiedono l’alta saldatura elongabile con il punto di snervamento basso del metallo della saldatura.
- Uso per la saldatura dei gradi differenti di acciaio, compreso l’acciaio più ad alta resistenza.
- Utilizzare per la saldatura di acciaio contaminato e acciaio ad alto contenuto di zolfo e fosforo, che gli elettrodi di base trasferiscono tutte le impurità in una scoria.
- Utilizzare per applicazioni di saldatura che richiedono elevata tenacità alla frattura a bassa temperatura di esercizio.
- Utilizzare per il restringimento di parti e componenti.
Procedura di cottura degli elettrodi di base
Produzione Gli elettrodi SMAW producono elettrodi a basso contenuto di umidità mentre gli elettrodi passano attraverso un processo di cottura ad alta temperatura durante la produzione.
Gli elettrodi sono solitamente imballati in contenitori sigillati; il contenitore deve essere conservato nella loro condizione di umidità controllata non aperta e conservato in condizioni asciutte.

una Volta aperto il contenitore, elettrodi tendono ad assorbire l’umidità, e quindi gli elettrodi devono essere ri-cotta nel forno a 325ºC±25°C per un’ora o 250~275ºC per due ore e poi tenuto in un’azienda in forno a 150 ºC prima di essere emessi in freme per i saldatori.
Di solito, elettrodi possono essere ri-cotto due o tre volte senza compromettere l’integrità del flusso di rivestimento e prestazioni di saldatura; tuttavia, il produttore dell’elettrodo specificherà il numero massimo di elettrodi di cottura.
Gli elettrodi a bastone rivestiti di base sono saldati con corrente continua al polo + (DC+) o con corrente alternata (AC).
Elettrodi a bastone rivestiti in rutilo
Il rivestimento degli elettrodi in rutilo è costituito da circa il 90% di componenti in rutilo, principalmente biossido di titanio (TiO2), ridotto al 50% in elettrodi di rutilo in carbonio e acciaio al carbonio-manganese.
Tipi di elettrodi rutili
Gli elettrodi rutili sono elettrodi per tutti gli usi, suddivisi in categorie in base allo spessore del rivestimento dell’elettrodo e al tipo di miscela di componenti; i tipi principali sono:
Tipo R-Grande trasferimento globulare rivestito sottile, l’elettrodo ha una buona capacità di ponte; pertanto, gli elettrodi R sono utilizzati per la saldatura
Tipo RC-Saldatura a medio spessore e buona viscosità, l’elettrodo è appropriato per la saldatura verticale.
RR tipo – Spessore rivestito fine cadenti trasferimento; l’elettrodo produce alta deposizione e saldature lisce.
Tipi RB-Trasferimento grossolano di dimensioni intermedie con rivestimento spesso, l’elettrodo produce saldature di buona tenacità e resistenza meglio dei tipi RR, alta efficienza di deposizione. Di solito sono utilizzati nella costruzione di condotte, nell’ingegneria dell’acciaio strutturale per il riempimento dei giunti e nella saldatura delle radici.
Proprietà degli elettrodi del rutilo
- L’arco degli elettrodi del bastone rivestito del rutilo è molto regolare e stabile.
- L’arco degli elettrodi a bastone rivestiti di rutilo ha un effetto meno ossidante; l’atmosfera dell’arco è neutra.
- Gli elettrodi rutili producono un profilo di saldatura liscio.
- Gli elettrodi rutili producono uno strato sottile di scorie facile da rimuovere.
- Gli elettrodi rutili sono i più facili da usare quando si confrontano con altri tipi di elettrodi.
Rutilo elettrodi Punti da considerare
- Rutilo rivestito elettrodi bastone non possono essere cotti in quanto contengono circa il 10% di cellulosa; pertanto, essi includono relativamente elevata umidità e produrre saldature ad alto idrogeno.
- Gli elettrodi rutili non vengono utilizzati per la saldatura di acciaio ad alta resistenza o sezione di acciaio spessa a causa del rischio di fessurazione dovuto alle saldature ad idrogeno prodotto.
- Gli elettrodi rivestiti in rutilo producono saldature a bassa tenacità a basse temperature.
Usi degli elettrodi del rutilo
- Gli elettrodi rivestiti del bastone del rutilo sono usati per fabbricazione per tutti gli usi di acciaio non legato a bassa resistenza.
- Gli elettrodi rutili vengono utilizzati per aumentare il tasso di produzione della saldatura aggiungendo polvere di ferro al rivestimento, che aumenta il tasso di deposizione del metallo.
- Gli elettrodi a bastone rivestiti in rutilo sono adatti per la saldatura di sezioni di acciaio sottili.
Gli elettrodi a bastone rivestiti in rutilo sono saldati con corrente continua al polo (DC -), corrente continua al polo + (DC+) o con corrente alternata (AC).
Elettrodi a bastone rivestiti di cellulosa
Il rivestimento degli elettrodi di cellulosa è costituito da circa il 40% di sostanze combuste (cellulosa).
Proprietà degli elettrodi di cellulosa
- Gli elettrodi a bastone rivestiti di cellulosa vengono utilizzati in modo efficiente per la saldatura verticale.
- Gli elettrodi rivestiti in cellulosa producono un’elevata velocità di saldatura ad un alto tasso di deposizione.
- Il rivestimento degli elettrodi di cellulosa si rompe durante la saldatura producendo monossido di carbonio, anidride carbonica e idrogeno che fungono da gas di protezione che protegge il metallo fuso.
- L’idrogeno formato dalla fusione del rivestimento degli elettrodi produce una tensione dell’arco relativamente elevata.
- Gli elettrodi di cellulosa producono una saldatura di qualità da buona a eccellente per cuciture circolari sicure (tubazioni).
- Gli elettrodi di cellulosa producono un volume relativamente piccolo di scorie.
Elettrodi di cellulosa Punti da considerare
- Gli elettrodi a bastone rivestiti di cellulosa non possono essere cotti durante la produzione o prima della saldatura poiché la cottura distruggerebbe la cellulosa; pertanto, includono umidità relativamente elevata e producono saldature ad idrogeno elevato.
- Gli elettrodi di cellulosa sono associati al rischio di cracking dell’idrogeno a causa delle saldature ad alto idrogeno prodotte.
- Come misura di controllo, un altro passaggio di saldatura per seguire il passaggio della radice dell’elettrodo di cellulosa mentre il cordone di saldatura è ancora caldo per facilitare la fuga di idrogeno e ridurre al minimo il rischio di crepe di idrogeno. Il secondo passaggio di saldatura che è stato eseguito mentre il passaggio radice è ancora caldo è chiamato (hot-pass).
- Gli elettrodi di cellulosa sono limitati nell’uso per la saldatura di acciaio ad alta resistenza o sezione di acciaio spessa a causa del rischio di fessurazione dovuto alle saldature ad idrogeno prodotto.
- Gli elettrodi rivestiti in cellulosa producono saldature a bassa tenacità a basse temperature.
- Gli elettrodi di cellulosa producono fumo elevato durante la saldatura; tuttavia, non distrae quando si lavora in spazi aperti.
- È necessario un saldatore altamente qualificato durante la saldatura in posizione verticale per una saldatura sana.
- È necessario utilizzare uno speciale alimentatore per saldatura verticale con caratteristiche di regolazione della tensione molto ripide e tensioni a vuoto ≥ 80.
- Giunto adeguato fit-up è essenziale, con il corretto allineamento dei bordi della piastra e costante gap radice.
Gli elettrodi di cellulosa utilizzano
- Elettrodi rivestiti di cellulosa utilizzati nella saldatura verticale a una velocità più elevata e un minor rischio di mancanza di penetrazione e mancanza di fusione.
- Gli elettrodi di cellulosa sono gli elettrodi più adatti per eseguire la saldatura del passaggio di radice ad alta velocità e buona penetrazione.
- Gli elettrodi del bastone della cellulosa sono conosciuti per il passaggio della radice delle condutture della saldatura con buona penetrazione.
- Gli elettrodi a bastone di cellulosa sono utilizzati nella saldatura di giunti verticali e circonferenziali su serbatoi di stoccaggio dell’olio.
Gli elettrodi rivestiti in cellulosa sono saldati con corrente continua al polo + (DC+) o con corrente alternata (AC).
Classificazione degli elettrodi per saldatura
Vari standard internazionali classificano gli elettrodi per saldatura; Gli standard europei e americani sono gli standard più comuni utilizzati per classificare gli elettrodi. La classificazione degli elettrodi si basa sui requisiti di prova identificati dalle norme sui depositi di saldatura per verificare che le saldature soddisfino le proprietà meccaniche e i requisiti di composizione chimica. I produttori di elettrodi tendono a certificare i loro elettrodi secondo la maggior parte degli standard internazionali per un utilizzo più ampio.
Gli standard internazionali più comuni che classificano gli elettrodi per saldatura sono:
- ISO 2560-Materiali di consumo per saldatura (elettrodi coperti per saldatura manuale ad arco metallico di acciai non legati e a grana fine).
- AWS A5.1-Specifica per elettrodi in acciaio al carbonio per saldatura ad arco metallico schermato.
- AWS A5.5-Specifica per elettrodi in acciaio bassolegato per saldatura ad arco metallico schermato.
Classificazione ISO 2560
La norma ISO 2560 classifica gli elettrodi coperti per la saldatura manuale ad arco metallico di acciai non legati e a grana fine; la norma è suddivisa in due sistemi di classificazione, Sistema ” A “e Sistema” B “come segue:
- Sistema di classificazione ISO 2560 “A”: classificazione per carico di snervamento e energia di impatto 47 J.
- Sistema di classificazione ISO 2560 “B”: classificazione per resistenza alla trazione e energia di impatto 27 J.
Il produttore dell’elettrodo stampa una designazione specifica su ciascun elettrodo per identificarne le proprietà e l’utilizzo in base a uno dei due sistemi di cui sopra.
Sistema di classificazione ISO 2560 “A”
La designazione è divisa in obbligatoria e facoltativa; nel sistema” A ” la designazione obbligatoria include il carico di snervamento, l’energia d’impatto, la composizione chimica e il tipo di rivestimento degli elettrodi. L’opzione include il contenuto di idrogeno diffusibile, la posizione di saldatura e il recupero del metallo e il tipo di corrente.
Le sezioni obbligatorie devono essere identificate e stampate sugli elettrodi, mentre le sezioni facoltative non sono obbligatorie e potrebbero non essere visualizzate su tutti gli elettrodi.

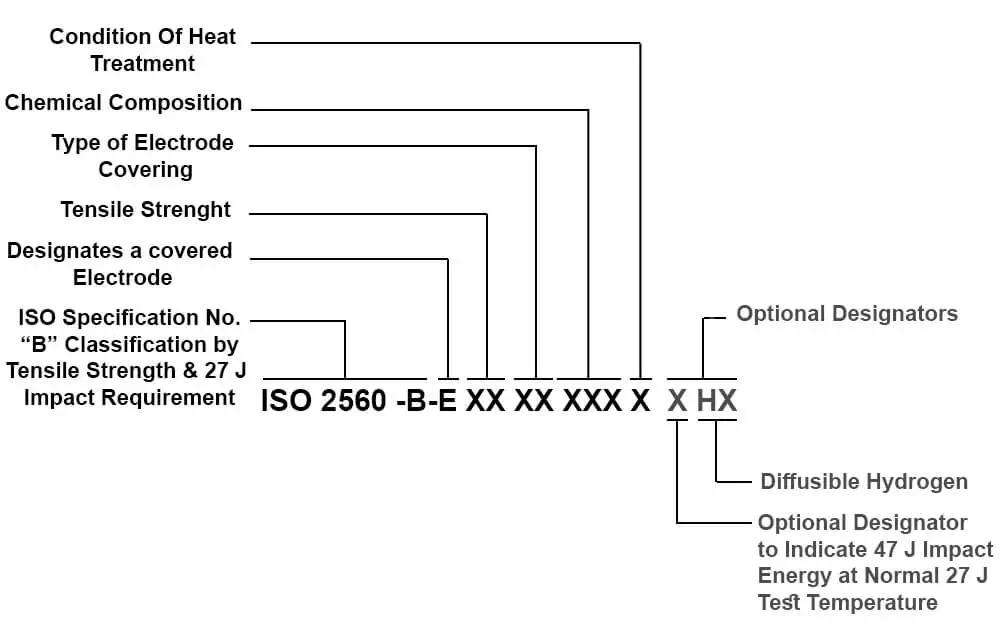
Sistema di classificazione ISO 2560 “B”
La designazione è divisa in obbligatoria e facoltativa; nel sistema “B” la designazione obbligatoria include resistenza alla trazione, tipo di rivestimento degli elettrodi, composizione chimica e condizioni di trattamento termico. L’opzione include il contenuto di idrogeno diffusibile e l’energia di impatto di 47 J alla normale temperatura di prova di 27 J.
Le sezioni obbligatorie devono essere identificate e stampate sugli elettrodi, mentre le sezioni facoltative non sono obbligatorie e potrebbero non essere visualizzate su tutti gli elettrodi.
AWS A 5.1 e AWS A5.5
AWS A5.1 e A5.5 Standard classificano elettrodi in acciaio al carbonio e elettrodi in acciaio bassolegato per saldatura ad arco metallico schermato. La designazione dell’elettrodo è divisa in obbligatoria e supplementare; i designatori obbligatori e supplementari devono essere stampati su ciascun elettrodo secondo i requisiti del sistema di classificazione.
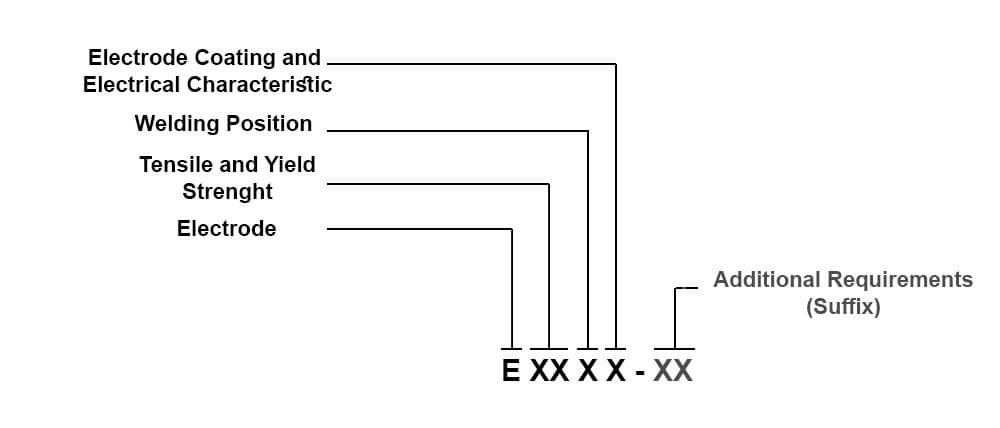
Ogni cifra della designazione elettrodo viene utilizzato per designare un requisito specifico della norma come segue:
E – Elettrodo
e Trazione carico di Snervamento in PSI di metallo saldato
- E60xx – Resistenza alla Trazione di 60.000 psi
- E70xx – Resistenza alla Trazione di 70.000 psi
- E80xx – Resistenza alla Trazione di 80.000 psi
- E90xx – Resistenza alla Trazione di 90.000 psi
- E100xx – Resistenza alla Trazione di 100.000 psi
- E110xx – Resistenza alla Trazione di 110.000 psi
- E120xx – Resistenza alla Trazione di 120.000 psi
Posizioni di Saldatura
- Exx1x Piana, Orizzontale, Verticale (up), il Sovraccarico.
- Exx2x Flat, Horizontal.
- Exx3x Flat.
- Exx4x Flat, Horizontal, Overhead, Vertical (down).
Electrode Coating
- Exxx0 – Cellulose, Sodium
- Exxx1 – Cellulose, Potassium
- Exxx2 – Rutile, Sodium
- Exxx3 – Rutile, Potassium
- Exxx4 – Rutile, Iron Powder
- Exxx5 – Low Hydrogen, Sodium
- Exxx6 – Low Hydrogen, Potassium
- Exxx7 – Iron Powder, Iron Oxide
- Exxx8 – Low Hydrogen, Iron Powder
- Exxx9 – Iron Oxide, Rutile, Potassium
Electrode Current and Penetration
- Exxx0 – DC+ (Deep Penetration)
- Exxx1 – AC/DC+ (Deep Penetration)
- Exxx2 – AC/DC- (Medium Penetration)
- Exxx3 – AC/DC+/DC- (Light Penetration)
- Exxx4 – AC/DC+/DC- (Medium Penetration)
- Exxx5 – DC+ (Medium Penetration)
- Exxx6 – AC/DC+ (Medium Penetration)
- Exxx7 – AC/DC- (Medium Penetration)
- Exxx8 – AC/DC+ (Medium Penetration)
- Exxx9 – AC/DC+/DC- (Medium Penetration)
Additional Requirements as per AWS A5.1
- (1) – Significa maggiore tenacità per gli elettrodi E7018 o maggiore duttilità per gli elettrodi E7024.
- (M) – L’elettrodo di mezzi soddisfa la maggior parte dei requisiti militari; i requisiti militari sono solitamente maggior durezza, contenuto di umidità più basso e limiti diffusibili specifici dell’idrogeno per il metallo della saldatura.
- (H4), (H8) o (H16) – Indica il limite massimo di idrogeno diffusibile misurato in millimetri per 100 grammi (mL/100g).
- H4 significa 4 ml per 100 grammi.
- H8 significa 8 ml per 100 grammi.
- H16 significa 16 ml per 100 grammi.
Requisiti aggiuntivi secondo AWS A5.5
- (A1) – Tipo di lega di acciaio: Carbonio-molibdeno.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) – Tipo di lega di acciaio: cromo-molibdeno con percentuale diversa.
- (C1) / (C1L) / (C2) / (C2L) / (C3) – Tipo di lega di acciaio: acciaio al nichel con percentuale diversa.
- (NM) – Tipo di lega di acciaio: nichel-molibdeno.
- (D1) / (D2) / (D3) – Lega di acciaio Tipo: manganese-molibdeno.
- (W) – Acciaio agli agenti atmosferici.
- (G) – Nessuna chimica richiesta.
- (M) – Grado militare.
Articolo Correlato: Una Guida Per 6010, 6011, 6013, E 7018 i coni retinici di Saldatura

Elettrodi per Saldatura Tasso di Deposizione
Il tasso di deposizione di saldatura elettrodo è il tasso a cui il metallo fuso da saldare può essere depositati, espresso in grammi, chilogrammi o libbre per ora. Il calcolo si basa sul funzionamento continuo, escludendo il tempo di arresto consumato durante l’inserimento di un nuovo elettrodo, scorie di pulizia o altri motivi esterni.
Elettrodi per Saldatura di Ispezione
elettrodi per Saldatura di ispezione prima dell’uso è essenziale per evitare difetti di saldatura che può derivare dall’utilizzo di elettrodi che non soddisfa i requisiti, i seguenti punti di solito sono verificati:
dimensione dell’Elettrodo
Elettrodo diametro e la lunghezza deve soddisfare i requisiti di ordine, di solito 350-450 mm di lunghezza e 2,5-6mm diametro dell’elettrodo; tuttavia, altre lunghezze e diametri sono disponibili.
Condizione di rivestimento degli elettrodi
Il rivestimento del flusso deve essere esente da crepe e trucioli; il filo di acciaio deve essere concentrico con lo stesso spessore del rivestimento e la corretta aderenza tra il rivestimento e il nucleo del filo è essenziale.
Designazione dell’elettrodo
La designazione dell’elettrodo deve soddisfare i requisiti del progetto di saldatura e quindi è essenziale verificare che le seguenti designazioni e assicurarsi che corrispondano ai requisiti del giunto di saldatura.
- Materiale: Vari materiali per elettrodi di saldatura sono disponibili in base al materiale metallico di base; gli elettrodi sono disponibili in acciaio a basso tenore di carbonio, acciaio ad alto tenore di carbonio, ghisa, leghe speciali, ecc.
- Resistenza e tenacità: la resa degli elettrodi, le resistenze alla trazione e la tenacità variano in base al requisito di resistenza del giunto di saldatura.
- Composizione chimica: composizione chimica del metallo saldato che tende a migliorare la caratteristica del giunto di saldatura.
- Contenuto di polvere di ferro: contenuto di polvere di ferro nel rivestimento per migliorare la deposizione e la produttività del metallo; tuttavia, limita le posizioni di saldatura.
- Posizione di saldatura: diversi elettrodi sono utilizzati per diverse posizioni di saldatura.
Elettrodi per Saldatura Operazione di Variabili
Durante la saldatura, varie variabili che influenzano elettrodi di saldatura, e il saldatore controlli di tali variabili, le variabili sono:
- Corrente (Amperaggio): Amperaggio è determinata dalla dimensione dell’elettrodo e saldatura di posizione, l’elettrodo produttore specifica il raccomandato di amperaggio valore. Il basso amperaggio produce una forma irregolare del cordone di saldatura e la mancanza di fusione e penetrazione. L’alto amperaggio provoca un’eccessiva penetrazione, bruciature, sottosquadri e può danneggiare l’elettrodo a causa del surriscaldamento.
- Lunghezza dell’arco (tensione): il saldatore controlla la lunghezza dell’arco durante la saldatura mantenendo la distanza tra l’elettrodo di saldatura e il metallo base e quindi controlla la tensione dell’arco, la tensione dell’arco è la tensione necessaria per mantenere l’arco durante la saldatura. La bassa tensione causa scarsa penetrazione, inclusione di scorie e arco instabile. L’alta tensione genera spruzzi eccessivi e causa porosità e forma irregolare del cordone di saldatura.
- Velocità di viaggio: A seconda dell’esecuzione della saldatura mediante perline o tessitura, la lunghezza del deposito di saldatura da un elettrodo standard è chiamata Lunghezza di eccentricità (ROL) ed è definita nella specifica della procedura di saldatura (WPS). La velocità di viaggio veloce produce il cordone stretto della saldatura, l’inclusione delle scorie e la fusione e la penetrazione povere. La velocità di corsa lenta produce una forma irregolare del cordone di saldatura, una saldatura eccessiva depositata e un giro freddo.
- Angolo di viaggio: a seconda della posizione di saldatura angolo elettrodo è impostato. Trailing, verticale o leader sono la nota posizione dell’angolo di viaggio che influisce sulla penetrazione della saldatura e sulla deposizione del metallo.
- Manipolazione: le tecniche di manipolazione della saldatura variano tra i saldatori; la tecnica dipende dal tipo di elettrodo, dalla corrente, dalla posizione di saldatura, dal tipo di passaggio di saldatura (radice, riempimento o tappo) e dalla progettazione del giunto.
 segnala questo annuncio
segnala questo annuncio
Tipo di Corrente per la Saldatura di Elettrodi
Corrente – Elettrodo Positivo (DC+)
L’elettrodo di saldatura è il polo positivo nel circuito di saldatura, e il metallo di base è il polo negativo. Il calore generato dalla saldatura si distribuisce a due terzi sulla punta dell’elettrodo e un terzo sul metallo base.
Corrente continua – Elettrodo negativo (DC-)
L’elettrodo di saldatura è il polo negativo nel circuito di saldatura, e il metallo di base è il polo positivo. Il calore generato dalla saldatura si distribuisce a un terzo sulla punta dell’elettrodo e due terzi sul metallo di base.
Corrente alternata (AC)
La corrente è alternata tra l’elettrodo di saldatura e il metallo di base. Il calore generato dalla saldatura è distribuito equamente tra la punta dell’elettrodo e il metallo di base.