az árnyékolt fém ívhegesztéshez (SMAW) vagy a kézi fém ívhegesztéshez (MMA) használt hegesztőelektródák, amint ismertek, egy úgynevezett fluxus bevonattal borított maghuzalból állnak. A huzal alacsony minőségű acélból készül, majd a lerakódott fém tulajdonságait a fluxus bevonatban lévő finomító adalékok javítják.
hegesztőelektródák Fluxusbevonat
a fluxusbevonat fémes és nemfémes komponenseket tartalmaz, amelyeket a hegesztési kötés speciális tulajdonságainak javítása érdekében adnak hozzá. A fluxus bevonat létfontosságú szerepet játszik az ívstabilizációban, árnyékoló gázt állít elő, amely megvédi a hegesztési ívet és az olvadt fémet a levegő szennyeződésétől, salakot állít elő, amely védi a hegesztési fémet, szabályozza a hidrogéntartalmat, finomítja a hegesztési fémet, hozzáadja a szükséges ötvöző elemeket a hegesztési alkalmazási követelmények alapján, és segít az ívgyújtásban.
például mangánt adnak a fluxus bevonathoz olyan komponensként, amely javítja a hegesztési fém szívósságát és szilárdságát; emellett a szilícium deoxidáló elemként kerül hozzáadásra, amely kölcsönhatásba lép az olvadt hegesztési fémmel és oxid szilícium-dioxidot képez, amely eltávolítja az oxigént a hegesztési fémből.
fémport adunk a hegesztő elektródákhoz, amelyek előállítják az úgynevezett fémpor elektródákat. A fémpor elektródák képesek kezelni a magasabb hegesztési áramszintet. Ezért magasabb fém lerakódási sebességet ad a vasport nem tartalmazó elektródához képest. A fém betéti kamatláb növekszik, ugyanakkor csökken az íverő, ami csökkenti a gyöngy behatolását.
a fémpor elektródák 140% – ra növelik a fém lerakódási sebességét; a fémpor elektródák használata azonban lapos, vízszintes és függőleges hegesztési pozíciókra korlátozódik.
SMAW elektródák csoportjai
mivel a fluxus bevonat javítja a hegesztési fém tulajdonságait és következésképpen jellemzőit. Az SMAW elektródákat fluxusbevonat-típusuk alapján három csoportba sorolják; a fő három csoport a következő:
- alap.
- rutil.
- cellulóz.
a fluxusbevonat minden típusa rendelkezik bizonyos fémes és nemfémes komponensekkel, amelyek jelentősen befolyásolják a hegesztési tulajdonságokat.
Alapbevonatú Botelektródák
az alapelektróda bevonat az alapkomponensek körülbelül 80% – át tartalmazza, főleg kalcium-karbonátot (CaCO3) és kalcium-fluoritot (CaF2).
Alapelektródák tulajdonságai
- az alapbevonatú botelektródák íve kevés oxigént tartalmaz; ezért az ötvöző elemek kiégése alacsony.
- az alapelektródák nagy ütközési energiája hegeszthető, különösen alacsony hőmérsékleten.
- az Alapbevonatú pálcaelektródák nagyon meghosszabbítható hegesztést eredményeznek alacsony hegesztési fém hozamponttal.
- a hegesztés magas kohászati tisztasága, amely csökkenti a forró repedés kockázatát.
- kisebb mennyiségű hidrogén, amely csökkenti a hideg repedés kockázatát.
- az alapvető bevont Bot elektróda salak reagál a fém szennyeződések, mint a kén és a foszfor, amely javítja a hegesztési tulajdonságok.
- az alapvető bevont Bot elektródák tiszta hegesztési fémet adnak, ami javítja a mechanikai tulajdonságokat, különösen a szívósságot.
alapvető elektródák figyelembe veendő pontok
- a hegesztőnek hegesztés közben rövid ívet kell fenntartania, hogy elkerülje a hegesztési porozitást.
- alapvető bevont Bot elektródák salak vastag és viszkózus; ezért magas hegesztő készség elengedhetetlen, hogy készítsen hegesztések nélkül salak zárványok.
- a salak eltávolítása nagyobb kihívást jelent az alapelektródáknál, mivel a hegesztési profil alakja domború.
- az alapbevonat nedvességtartalmának minimalizálása érdekében az alapvető bevonatelektródák sütést igényelnek, hogy a hegesztési fémben alacsony legyen a hidrogénszint.
az Alapelektródák
- merev szerkezetekhez használják, amelyek nagy, meghosszabbítható hegesztést igényelnek, alacsony hegesztési fém hozamponttal.
- különböző minőségű acélok hegesztéséhez használható, beleértve a nagyobb szilárdságú acélt is.
- szennyezett acél és magas kén-és foszfortartalmú acél hegesztésére használható, amely az alapvető elektródák minden szennyeződést salakba továbbítanak.
- olyan hegesztési alkalmazásokhoz használható, amelyek alacsony üzemi hőmérsékleten nagy törésállóságot igényelnek.
- alkatrészek és alkatrészek zsugorítására használható.
Alapelektródák sütési eljárása
SMAW elektródák gyártása alacsony nedvességtartalmú elektródákat állít elő, mivel az elektródák a gyártás során magas hőmérsékleten sütési folyamaton mennek keresztül.
az elektródákat általában lezárt tartályokba csomagolják; a tartályt bontatlan nedvességtartalmukban kell tartani, és száraz állapotban kell tárolni.

miután a tartályt kinyitották, elektródák hajlamosak felszívni a nedvességet, majd elektródákat kell újra sült egy kemencében 325 65 C egy órán át, vagy 250~275 6C két órán át, majd tartott egy gazdaságban kemencében 150 6C mielőtt kiadják a tegez a víz, hogy a hőcserélő hegesztők.
általában az elektródák kétszer vagy háromszor újra süthetők anélkül, hogy befolyásolnák a fluxus bevonat integritását és a hegesztési teljesítményt; az elektróda gyártója azonban meghatározza az elektródák maximális számát.
az Alapbevonatú pálcaelektródákat egyenárammal hegesztik a + póluson (DC+) vagy váltakozó árammal (AC).
rutil bevonatú Bot elektródák
a rutil elektróda bevonat körülbelül 90% rutil komponensből áll, főleg titán-dioxidból (TiO2), 50% – ra csökkentve a szén-és szén-mangán acél rutil elektródákban.
rutil elektródák típusai
a rutil elektródák univerzális elektródák, az elektróda bevonatának vastagsága és az alkatrészek keverési típusa alapján kategóriákba osztva; a fő típusok:
R típus-vékony bevonatú nagy gömb alakú transzfer, az elektróda jó áthidaló képességgel rendelkezik; ezért az R elektródákat fémlemezhegesztéshez használják.
RC Típus-Közepes vastagságú hegesztés és jó viszkózus, az elektróda megfelelő függőleges lefelé hegesztés.
RR típus-vastag bevonatú finom lelógó transzfer; az elektróda nagy lerakódást és sima hegesztéseket eredményez.
RB típusok-vastag bevonatú közepes méretű durva transzfer, az elektróda termel jó szívósság és szilárdság hegesztések jobb, mint RR típusú, nagy lerakódás hatékonyságát. Általában csővezeték-építésben, szerkezeti acélgyártásban használják az ízületek feltöltéséhez és a gyökérhegesztéshez.
rutil elektródák tulajdonságai
- a rutil bevonatú elektródák íve nagyon sima és stabil.
- a rutil bevonatú elektródák íve kevésbé oxidáló hatású; az ív atmoszférája semleges.
- a rutil elektródák sima hegesztési profilt hoznak létre.
- a rutil elektródák vékony salakréteget hoznak létre, amely könnyen eltávolítható.
- a rutil elektródákat a legkönnyebb használni, ha összehasonlítjuk más elektródatípusokkal.
rutil elektródák figyelembe kell venni
- a rutil bevonatú Bot elektródákat nem lehet sütni, mivel körülbelül 10% cellulózt tartalmaznak; ezért viszonylag magas nedvességet tartalmaznak és magas hidrogénhegesztést eredményeznek.
- a rutil elektródákat nem használják nagy szilárdságú acél vagy vastag acélszakasz hegesztésére, mivel az előállított magas hidrogénvarratok miatt repedés veszélye áll fenn.
- a rutil bevonatú pálcaelektródák alacsony hőmérsékleten alacsony szívósságú hegesztéseket eredményeznek.
a rutil elektródák
- a rutil bevonatú Bot elektródákat alacsony szilárdságú ötvözetlen acél általános célú gyártására használják.
- rutil elektródákat használnak a hegesztési gyártási sebesség növelésére vaspor hozzáadásával a bevonathoz, ami növeli a fém lerakódási sebességét.
- a rutil bevonatú pálcaelektródák vékony acélszakaszok hegesztésére alkalmasak.
a rutil bevonatú pálcaelektródákat egyenárammal hegesztik a – póluson (DC-), egyenárammal a + póluson (DC+) vagy váltakozó árammal (AC).
Cellulózbevonatú Pálcaelektródák
a cellulóz alapanyag elektróda bevonata körülbelül 40% égető anyagot (cellulózt) tartalmaz.
cellulóz elektródák tulajdonságai
- a cellulóz bevonatú elektródákat hatékonyan használják függőleges lefelé történő hegesztéshez.
- a Cellulózbevonatú pálcaelektródák nagy hegesztési sebességet eredményeznek nagy lerakódási sebesség mellett.
- a cellulóz elektródák bevonata hegesztés közben megszakad, szén-monoxidot, szén-dioxidot és hidrogént hozva létre, amelyek árnyékoló gázként védik az olvadt fémet.
- az elektróda bevonat olvadásából képződött hidrogén viszonylag nagy ívfeszültséget eredményez.
- a cellulóz elektródák jó vagy kiváló minőségű hegesztést eredményeznek a biztonságos kör alakú varratokhoz (csővezetékekhez).
- a Cellulózelektródák viszonylag kis mennyiségű salakot termelnek.
a Cellulózelektródákat figyelembe kell venni
- a Cellulózbevonatú pálcaelektródákat nem lehet sütni a gyártás során vagy a hegesztés előtt, mivel a sütés elpusztítaná a cellulózt; ezért viszonylag magas nedvességet tartalmaznak és magas hidrogénvarratokat eredményeznek.
- a Cellulózelektródák a hidrogénrepedés kockázatával járnak az előállított magas hidrogénvarratok miatt.
- mint egy ellenőrző intézkedés, egy másik hegesztési át, hogy kövesse a cellulóz elektróda gyökér át, miközben a hegesztési gyöngy még forró, hogy megkönnyítse a hidrogén menekülés és kockázatának minimalizálása hidrogén repedések. A második hegesztési áthaladást, amelyet akkor hajtottak végre, amikor a gyökérátadás még forró, hot-pass-nak nevezzük.
- a Cellulózelektródákat korlátozottan használják nagy szilárdságú acél vagy vastag acélszakasz hegesztésére, mivel az előállított magas hidrogénvarratok miatt repedés veszélye áll fenn.
- a Cellulózbevonatú pálcaelektródák alacsony hőmérsékleten alacsony szívósságú hegesztéseket eredményeznek.
- a Cellulózelektródák hegesztés közben nagy füstöt termelnek; azonban nem vonja el a figyelmét, ha nyílt térben dolgozik.
- magasan képzett hegesztőre van szükség a függőleges-lefelé történő hegesztés során a hanghegesztéshez.
- speciális függőleges – lefelé hegesztő tápegységeket kell használni, amelyek nagyon meredek feszültségszabályozási jellemzőkkel rendelkeznek, és az üresjárati feszültség a 80.
- a megfelelő illesztés elengedhetetlen, a lemez széleinek megfelelő igazításával és állandó gyökérréssel.
cellulóz elektródák használ
- cellulóz bevont stick elektródák használt függőleges lefelé hegesztés gyorsabb sebességgel és kisebb a kockázata a penetráció hiánya és a fúzió hiánya.
- a cellulóz elektródák a legalkalmasabb elektródák a gyökéráteresztő hegesztés nagy sebességgel és jó behatolással történő elvégzéséhez.
- cellulóz stick elektródák ismertek hegesztési csővezetékek gyökér át jó penetráció.
- a Cellulózrúd elektródákat függőleges és kerületi kötések hegesztésére használják az olajtároló tartályokon.
a Cellulózbevonatú pálcaelektródákat egyenárammal hegesztik a + póluson (DC+) vagy váltakozó árammal (AC).
hegesztőelektródák osztályozása
különböző nemzetközi szabványok osztályozzák a hegesztőelektródákat; az európai és az amerikai szabványok a leggyakoribb szabványok az elektródák osztályozására. Az elektróda osztályozása a hegesztési lerakódásokra vonatkozó szabványok által meghatározott vizsgálati követelményeken alapul annak ellenőrzésére, hogy a hegesztések megfelelnek-e a mechanikai tulajdonságokra és a kémiai összetételre vonatkozó követelményeknek. Az elektródák gyártói általában a szélesebb körű felhasználás érdekében a legtöbb nemzetközi szabvány szerint tanúsítják elektródáikat.
a hegesztőelektródákat osztályozó leggyakoribb nemzetközi szabványok a következők:
- ISO 2560-hegesztési fogyóeszközök (fedett elektródák ötvözetlen és finomszemcsés acélok kézi ívhegesztéséhez).
- AWS A5.1 – az árnyékolt fém ívhegesztéshez használt szénacél elektródák specifikációja.
- AWS A5.5 – alacsony ötvözetű acél elektródák specifikációja árnyékolt fém ívhegesztéshez.
ISO 2560 osztályozás
az ISO 2560 szabvány az ötvözetlen és finomszemcsés acélok kézi fém ívhegesztésére szolgáló fedett elektródákat osztályozza; a szabvány két osztályozási rendszerre oszlik, az “A” és a “B” rendszerre az alábbiak szerint:
- ISO 2560 “A” osztályozási rendszer: osztályozás folyáshatár és 47 J ütközési energia szerint.
- ISO 2560 “B” osztályozási rendszer: szakítószilárdság és 27 J ütési energia szerinti osztályozás.
az elektródagyártó minden elektródára külön megjelölést nyomtat, hogy a fenti két rendszer valamelyike alapján azonosítsa azok tulajdonságait és használatát.
ISO 2560 “A”osztályozási rendszer
a megjelölés kötelező és választható kategóriákra oszlik; az “A” rendszerben a kötelező megjelölés magában foglalja a Folyáshatárt, az ütközési energiát, a kémiai összetételt és az elektróda bevonatának típusát. Az opcionális tartalmazza a diffúziós hidrogéntartalmat, a hegesztési pozíciót és a fémvisszanyerést, valamint az áram típusát.
a kötelező szelvényeket azonosítani kell és az elektródákra kell nyomtatni, míg az opcionális szelvények nem kötelezőek, és nem feltétlenül jelennek meg minden elektródán.

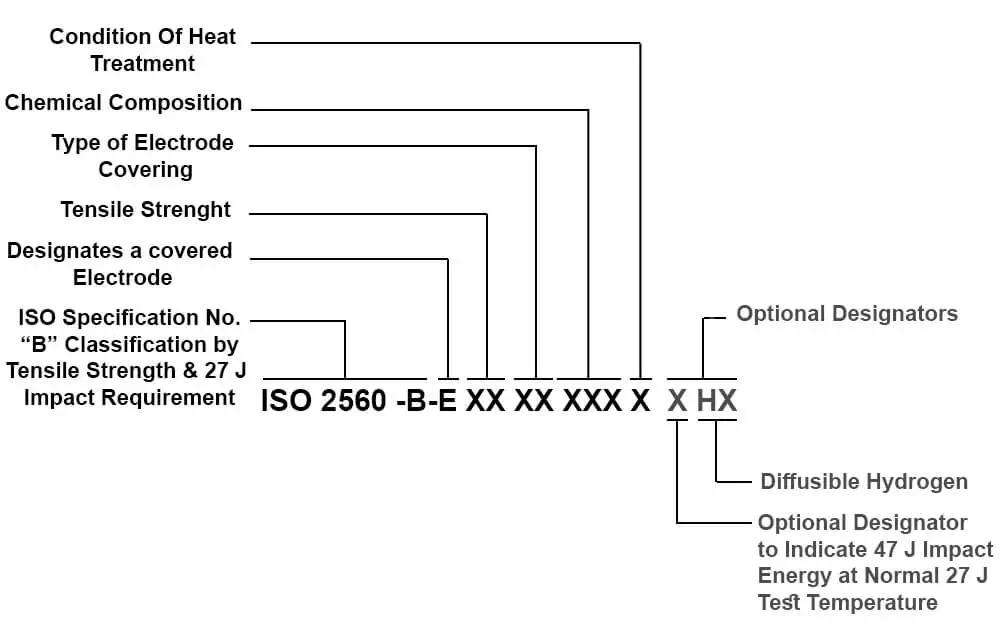
ISO 2560 “B”osztályozási rendszer
a megjelölés kötelező és választható; a “B” rendszerben a kötelező megjelölés magában foglalja a szakítószilárdságot, az elektróda bevonatának típusát, a kémiai összetételt és a hőkezelési feltételt. Az opcionális tartalmazza a diffúziós hidrogéntartalmat és a 47 J ütközési energiát a normál 27 J vizsgálati hőmérsékleten.
a kötelező szelvényeket azonosítani kell és az elektródákra kell nyomtatni, míg az opcionális szelvények nem kötelezőek, és nem feltétlenül jelennek meg minden elektródán.
AWS a 5.1 és AWS A5.5
AWS A5.1 és A5.5 szabványok osztályozzák a szénacél elektródákat és az alacsony ötvözetű acél elektródákat árnyékolt fém ívhegesztéshez. Az elektróda megnevezése kötelező és kiegészítő; mind a kötelező, mind a kiegészítő jelölőket minden elektródára ki kell nyomtatni az osztályozási rendszer követelményei szerint.
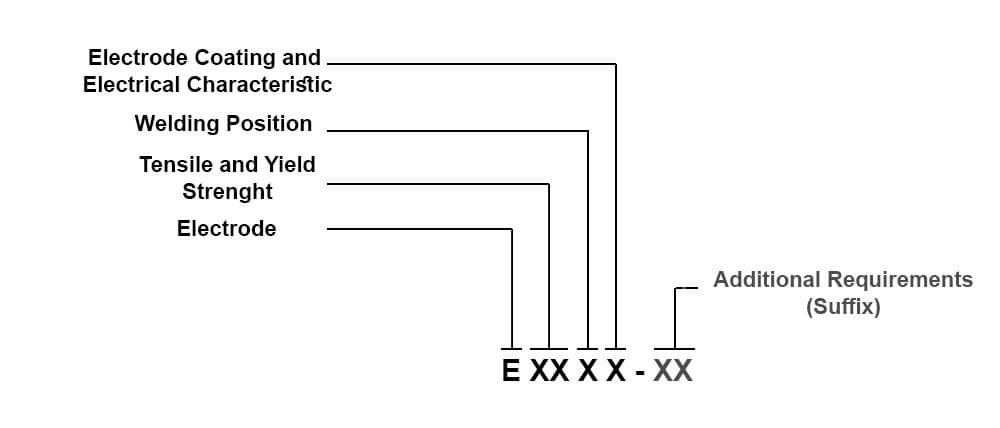
az elektróda megnevezésének minden számjegyét a szabvány konkrét követelményének jelölésére használják az alábbiak szerint:
E – elektróda
szakítószilárdság és folyáshatár – a PSI a hegesztési fém
- E60xx – szakítószilárdsága 60.000 psi
- e70xx – szakítószilárdsága 70.000 psi
- e80xx – szakítószilárdsága 80 000 psi
- E90xx – 90 000 PSI szakítószilárdsága
- e100xx – 100 000 psi szakítószilárdsága
- e110xx – 110 000 psi szakítószilárdsága
- e120xx – 120 000 psi
hegesztési pozíciók
- exx1x lapos, vízszintes, függőleges (fel), Felső.
- Exx2x Flat, Horizontal.
- Exx3x Flat.
- Exx4x Flat, Horizontal, Overhead, Vertical (down).
Electrode Coating
- Exxx0 – Cellulose, Sodium
- Exxx1 – Cellulose, Potassium
- Exxx2 – Rutile, Sodium
- Exxx3 – Rutile, Potassium
- Exxx4 – Rutile, Iron Powder
- Exxx5 – Low Hydrogen, Sodium
- Exxx6 – Low Hydrogen, Potassium
- Exxx7 – Iron Powder, Iron Oxide
- Exxx8 – Low Hydrogen, Iron Powder
- Exxx9 – Iron Oxide, Rutile, Potassium
Electrode Current and Penetration
- Exxx0 – DC+ (Deep Penetration)
- Exxx1 – AC/DC+ (Deep Penetration)
- Exxx2 – AC/DC- (Medium Penetration)
- Exxx3 – AC/DC+/DC- (Light Penetration)
- Exxx4 – AC/DC+/DC- (Medium Penetration)
- Exxx5 – DC+ (Medium Penetration)
- Exxx6 – AC/DC+ (Medium Penetration)
- Exxx7 – AC/DC- (Medium Penetration)
- Exxx8 – AC/DC+ (Medium Penetration)
- Exxx9 – AC/DC+/DC- (Medium Penetration)
Additional Requirements as per AWS A5.1
- (1) – az E7018 elektródák megnövekedett szívósságát vagy az e7024 elektródák fokozott hajlékonyságát jelenti.
- (M) – azt jelenti, hogy az elektróda megfelel a legtöbb katonai követelménynek; a katonai követelmények általában nagyobb szívósság, alacsonyabb nedvességtartalom és a hegesztési fém speciális diffúziós hidrogénhatára.
- (H4), (H8) vagy (H16) – jelzi a maximális diffúziós hidrogénhatárt milliméterben/100 grammban (mL / 100 g) mérve.A
- H4 4 ml / 100 gramm.A
- H8 8 ml / 100 gramm.
- a H16 16 ml / 100 gramm.
további követelmények az AWS A5 szerint.5
- (A1) – acélötvözet típusa: szén-molibdén.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) – acélötvözet típusa: króm-molibdén különböző százalékban.
- (C1) / (C1L) / (C2) / (C2L) / (C3) – acélötvözet típusa: nikkel acél különböző százalékban.
- (NM) – acélötvözet típusa: nikkel-molibdén.
- (D1) / (D2) / (D3) – Acélötvözet Típusa: Mangán-Molibdén.
- (W) – időjárásálló acél.
- (G) – nem szükséges kémia.
- (M) – katonai fokozat.
kapcsolódó cikk: útmutató a 6010, 6011, 6013 és 7018 Hegesztőrudakhoz

hegesztési elektródák lerakódási sebessége
a hegesztési elektróda lerakódási sebessége az a sebesség, amelyet a hegesztésből származó olvadt fém lerakódhat grammban, kilogrammban vagy fontban kifejezve óránként. A számítás a folyamatos működésen alapul, kizárva az új elektróda behelyezésekor felhasznált leállási időt, a tisztító salakot vagy bármilyen más külső okot.
hegesztőelektródák ellenőrzése
hegesztőelektródák ellenőrzése használat előtt elengedhetetlen a hegesztési hibák elkerülése érdekében, amelyek a követelményeknek nem megfelelő elektródák használatából eredhetnek; a következő pontokat általában ellenőrzik:
elektróda mérete
elektróda átmérőjének és hosszának meg kell felelnie a rendelési követelményeknek, általában 350 – 450mm hosszúság és 2,5-6mm elektróda átmérője; más hosszúságok és átmérők is rendelkezésre állnak.
elektróda bevonat állapota
a fluxus bevonatnak repedésektől és forgácsoktól mentesnek kell lennie; az acél maghuzalnak koncentrikusnak kell lennie, egyenlő bevonatvastagsággal, és elengedhetetlen a bevonat és a huzal mag közötti megfelelő tapadás.
elektróda megnevezése
az elektróda megnevezésének meg kell felelnie a hegesztési projekt követelményeinek, ezért elengedhetetlen annak ellenőrzése, hogy a következő megnevezések megfelelnek-e a hegesztési kötés követelményeinek.
- anyag: Különböző hegesztőelektróda anyagok állnak rendelkezésre az alapfém anyag alapján; az elektródák alacsony széntartalmú acélból, magas széntartalmú acélból, öntöttvasból, speciális ötvözetekből stb.
- szilárdság és szívósság: az elektródák hozama, szakítószilárdsága és szívóssága a hegesztési kötés szilárdsági követelményétől függ.
- kémiai összetétel: a hegesztési fém kémiai összetétele, amely javítja a hegesztési kötés jellemzőit.
- vaspor-tartalom: vaspor-tartalom a bevonatban a fém lerakódásának és termelékenységének növelése érdekében; ez azonban korlátozza a hegesztési pozíciókat.
- hegesztési pozíció: különböző elektródákat használnak különböző hegesztési pozíciókhoz.
hegesztőelektródák működési változók
hegesztés közben különböző változók befolyásolják a hegesztőelektródákat, és a hegesztő vezérli ezeket a változókat, a változók a következők:
- áram (áramerősség): az áramerősséget az elektróda mérete és a hegesztési helyzet határozza meg, az elektróda gyártója meghatározza az ajánlott áramerősség értékét. Az alacsony áramerősség szabálytalan hegesztési gyöngy alakot és fúzió és penetráció hiányát eredményezi. A nagy áramerősség túlzott behatolást, átégést, alulvágást eredményez, és a túlmelegedés miatt károsíthatja az elektródát.
- ívhossz (feszültség): a hegesztő a hegesztő elektróda és az alapfém közötti távolság fenntartásával szabályozza az ívhosszt, ezért szabályozza az ívfeszültséget, az ívfeszültség a hegesztés során az ív fenntartásához szükséges feszültség. Az alacsony feszültség gyenge penetrációt, salak befogadást és instabil ívet okoz. A nagyfeszültségű generál túlzott fröcskölt és okozhat porozitás és szabálytalan hegesztési gyöngy alakja.
- utazási sebesség: A hegesztés stringer gyöngyökkel vagy szövéssel történő elvégzésétől függően az egyik szabványos elektróda hegesztési lerakódásának hosszát kifutási hossznak (ROL) nevezzük, és ezt a hegesztési eljárás specifikációja (WPS) határozza meg. A gyors utazási sebesség keskeny hegesztési gyöngyöt, salak befogadást és gyenge fúziót és behatolást eredményez. A lassú utazási sebesség szabálytalan hegesztési gyöngy alakot, túlzott lerakódott hegesztést és hideg kört eredményez.
- utazási szög: a hegesztési pozíciótól függően az elektróda szöge be van állítva. A hátsó, a függőleges vagy a vezető az ismert utazási szöghelyzet, amely befolyásolja a hegesztés behatolását és a fém lerakódását.
- manipuláció: a hegesztési manipulációs technikák hegesztők között változnak; a technika az elektróda típusától, az áramtól, a hegesztési pozíciótól, a hegesztési áteresztési típustól (gyökér, feltöltés vagy kupak) és a közös kialakítástól függ.
 jelentse ezt az ad-t
jelentse ezt az ad-t
a hegesztőelektródák áramának típusa
egyenáram – elektróda pozitív (DC+)
a hegesztőelektróda a hegesztőkör pozitív pólusa, az alapfém pedig a negatív pólus. A hegesztés során keletkező hő az elektróda csúcsán kétharmadára, az alapfémen pedig egyharmadára oszlik el.
egyenáram-elektróda negatív (DC-)
a hegesztő elektróda a hegesztési áramkör negatív pólusa, az nemesfém pedig a pozitív pólus. A hegesztés során keletkező hő egyharmadára oszlik el az elektróda csúcsán, kétharmadára pedig az alapfémen.
váltakozó áram (AC)
az áram a hegesztő elektróda és az nemesfém között váltakozik. A hegesztés során keletkező hő egyenlően oszlik el az elektróda csúcsa és a nem nemesfém között.