Les électrodes de soudage pour le soudage à l’arc métallique blindé (SMAW) ou le soudage à l’arc métallique manuel (MMA), comme on les appelle, sont constituées d’un fil central recouvert de ce qu’on appelle un revêtement de flux. Le fil est en acier de mauvaise qualité, et les propriétés du métal déposé sont ensuite améliorées par les additifs de raffinage inclus dans le revêtement de flux.
Électrodes de soudage Revêtement de flux
Le revêtement de flux contient des composants métalliques et non métalliques qui sont ajoutés pour améliorer les propriétés spécifiques du joint de soudure. Le revêtement de flux joue un rôle essentiel dans la stabilisation de l’arc, produit un gaz de protection qui protège l’arc de soudage et le métal fondu de la contamination par l’air, produit des scories qui protègent le métal de soudure, contrôle la teneur en hydrogène, affine le métal de soudure, ajoute les éléments d’alliage nécessaires en fonction des exigences de l’application de soudage et aide à l’allumage de l’arc.
Par exemple, du manganèse a été ajouté au revêtement de flux en tant que composant qui améliore la ténacité et la résistance du métal de soudure; en outre, du silicium a été ajouté en tant qu’élément désoxydant qui interagit avec le métal de soudure fondu et forme de la silice d’oxyde qui élimine l’oxygène du métal de soudure.
Une poudre métallique est ajoutée aux électrodes de soudage produisant ce que nous appelons des électrodes en poudre métallique. Les électrodes en poudre métallique peuvent gérer un niveau de courant de soudage plus élevé. Par conséquent, il donne un taux de dépôt de métal plus élevé par rapport à une électrode ne contenant pas de poudre de fer. Le taux de dépôt de métal augmente, mais en même temps, la force de l’arc est réduite, ce qui réduit la pénétration des billes.
Les électrodes en poudre métallique augmentent le taux de dépôt de métal jusqu’à 140%; cependant, l’utilisation d’électrodes en poudre métallique est limitée aux positions de soudage plates, horizontales et verticales.
Groupes d’électrodes SMAW
Car le revêtement de flux améliore les propriétés et par conséquent les caractéristiques du métal de soudure. Les électrodes SMAW sont regroupées en fonction de leur type de revêtement de flux en trois groupes; les trois principaux groupes sont:
- Basique.
- Rutile.
- cellulosique.
Chaque type de revêtement de flux comporte certains composants métalliques et non métalliques qui affectent de manière significative les propriétés de la soudure.
Électrodes de bâton revêtues de base
Le revêtement d’électrode de base se compose d’environ 80% de composants de base, principalement du carbonate de calcium (CaCO3) et de la fluorite de calcium (CaF2).
Propriétés des électrodes de base
- L’arc des électrodes de base enduits contient peu d’oxygène; par conséquent, le burn-out des éléments d’alliage est faible.
- Énergie d’impact élevée des électrodes de base soudées, en particulier à basse température.
- Les électrodes de bâton revêtues de base produisent une soudure très allongée avec un point d’élasticité du métal à faible soudure.
- Haute pureté métallurgique de la soudure sur laquelle réduit le risque de fissuration à chaud.
- Quantité d’hydrogène inférieure sur laquelle réduit le risque de fissuration à froid.
- Le laitier d’électrode de bâton revêtu de base réagit avec les impuretés métalliques telles que le soufre et le phosphore, ce qui améliore les propriétés des soudures.
- Les électrodes en bâton revêtues de base donnent un métal de soudure propre, ce qui améliore les propriétés mécaniques, en particulier la ténacité.
Points d’électrodes de base à considérer
- Le soudeur doit maintenir un arc court pendant le soudage pour éviter la porosité du soudage.
- Électrodes en bâton revêtues de base le laitier est épais et visqueux; par conséquent, une grande compétence de soudeur est essentielle pour produire des soudures sans inclusions de laitier.
- L’élimination des scories est plus difficile avec les électrodes de base car le profil de soudure est convexe dans sa forme.
- Les électrodes en bâton revêtues de base nécessitent une cuisson pour minimiser la teneur en humidité du revêtement de base afin d’avoir de faibles niveaux d’hydrogène dans le métal soudé.
Électrodes de base Utilisations
- Utilisation pour les constructions rigides nécessitant une soudure à haut allongement avec une limite d’élasticité du métal à faible soudure.
- Utilisation pour souder différentes nuances d’acier, y compris l’acier à plus haute résistance.
- Utiliser pour souder de l’acier contaminé et de l’acier à haute teneur en soufre et en phosphore, dont les électrodes de base transfèrent toutes les impuretés dans un laitier.
- Utilisation pour les applications de soudage nécessitant une ténacité élevée à basse température de fonctionnement.
- Utiliser pour rétrécir les pièces et les composants.
Procédure de cuisson des électrodes de base
Fabrication Les électrodes SMAW produisent des électrodes à faible teneur en humidité lorsque les électrodes traversent un processus de cuisson à haute température pendant la production.
Les électrodes sont généralement emballées dans des récipients scellés; le récipient doit être conservé dans son état d’humidité contrôlée non ouvert et stocké à l’état sec.

Une fois le récipient ouvert, les électrodes ont tendance à absorber l’humidité, puis les électrodes doivent être cuites à nouveau dans un four à 325ºC ± 25 ° C pendant une heure ou à 250 ~ 275ºC pendant deux heures, puis maintenues dans un four de maintien à 150ºC avant qu’elles ne soient émises en carquois au soudeurs.
Habituellement, les électrodes peuvent être cuites deux ou trois fois sans affecter l’intégrité du revêtement de flux et les performances de soudage; cependant, le fabricant de l’électrode spécifiera le nombre maximum d’électrodes de cuisson.
Les électrodes de bâton revêtues de base sont soudées avec un courant continu au pôle + (DC +) ou avec un courant alternatif (AC).
Électrodes de bâton revêtues de rutile
Le revêtement d’électrode de rutile se compose d’environ 90% de composants de rutile, principalement du dioxyde de titane (TiO2), réduit à 50% dans des électrodes de rutile en acier au carbone et au carbone-manganèse.
Types d’électrodes Rutiles
Les électrodes rutiles sont des électrodes polyvalentes, divisées en catégories en fonction de l’épaisseur du revêtement de l’électrode et du type de mélange des composants; les principaux types sont:
Type R – Transfert globulaire à revêtement mince, l’électrode a une bonne capacité de pontage; par conséquent, les électrodes R sont utilisées pour le soudage des tôles.
Type RC – Soudure d’épaisseur moyenne et bonne visqueuse, l’électrode convient au soudage vertical vers le bas.
Type RR – Transfert tombant fin à revêtement épais; l’électrode produit un dépôt élevé et des soudures lisses.
Types RB – Transfert grossier de taille intermédiaire à revêtement épais, l’électrode produit de bonnes soudures de ténacité et de résistance meilleures que les types RR, efficacité de dépôt élevée. Ils sont généralement utilisés dans la construction de pipelines, l’ingénierie de l’acier de construction pour le remplissage des joints et le soudage des racines.
Propriétés des électrodes en rutile
- L’arc d’électrodes en bâton revêtues de rutile est très lisse et stable.
- L’arc d’électrodes en bâton revêtues de rutile a un effet moins oxydant; l’atmosphère de l’arc est neutre.
- Les électrodes rutiles produisent un profil de soudure lisse.
- Les électrodes rutiles produisent une fine couche de laitier facile à enlever.
- Les électrodes rutiles sont les plus faciles à utiliser lorsqu’on les compare à d’autres types d’électrodes.
Électrodes en rutile Points à considérer
- Les électrodes en bâton revêtues de rutile ne peuvent pas être cuites car elles contiennent environ 10% de cellulose; par conséquent, elles contiennent une humidité relativement élevée et produisent des soudures à haute teneur en hydrogène.
- Les électrodes rutiles ne sont pas utilisées pour souder de l’acier à haute résistance ou des profilés en acier épais en raison du risque de fissuration dû aux soudures à forte teneur en hydrogène produites.
- Les électrodes en bâton revêtues de rutile produisent des soudures à faible ténacité à basse température.
Électrodes en rutile Utilisations
- Les électrodes en bâton revêtues de rutile sont utilisées pour la fabrication à usage général d’acier non allié à faible résistance.
- Des électrodes rutiles sont utilisées pour augmenter le taux de production de soudage en ajoutant de la poudre de fer au revêtement, ce qui augmente le taux de dépôt de métal.
- Les électrodes en bâton revêtues de rutile conviennent au soudage de profilés d’acier minces.
Les électrodes en bâton revêtues de rutile sont soudées avec un courant continu au pôle – (DC-), un courant continu au pôle + (DC +) ou avec un courant alternatif (AC).
Électrodes bâtonnets enduits de cellulose
Le revêtement d’électrode de stock de cellulose est constitué d’environ 40% de substances de combustion (cellulose).
Propriétés des électrodes en cellulose
- Les électrodes en bâton revêtues de cellulose sont utilisées efficacement pour le soudage vertical vers le bas.
- Les électrodes en bâtonnets revêtus de cellulose produisent une vitesse de soudage élevée à une vitesse de dépôt élevée.
- Le revêtement des électrodes en cellulose se brise pendant le soudage, produisant du monoxyde de carbone, du dioxyde de carbone et de l’hydrogène qui agissent comme un gaz de protection protégeant le métal fondu.
- L’hydrogène formé à partir de la fusion du revêtement d’électrode produit une tension d’arc relativement élevée.
- Les électrodes en cellulose produisent une soudure de bonne à excellente qualité pour des joints circulaires sécurisés (canalisations).
- Les électrodes de cellulose produisent un volume relativement faible de scories.
Électrodes en cellulose Points à considérer
- Les électrodes en bâton revêtues de cellulose ne peuvent pas être cuites pendant la fabrication ou avant le soudage car la cuisson détruirait la cellulose; par conséquent, elles contiennent une humidité relativement élevée et produisent des soudures à hydrogène élevées.
- Les électrodes en cellulose sont associées au risque de craquage à l’hydrogène dû aux soudures à haute teneur en hydrogène produites.
- Comme mesure de contrôle, une autre passe de soudure pour suivre la passe de racine d’électrode de cellulose alors que le cordon de soudure est encore chaud pour faciliter l’évacuation de l’hydrogène et minimiser le risque de fissures d’hydrogène. Le deuxième passage de soudure qui a été effectué alors que le passage de racine est encore chaud est appelé (passage à chaud).
- L’utilisation des électrodes en cellulose est limitée pour le soudage d’acier à haute résistance ou de profilés en acier épais en raison du risque de fissuration dû aux soudures à forte teneur en hydrogène produites.
- Les électrodes en bâtonnets revêtus de cellulose produisent des soudures à faible ténacité à basse température.
- Les électrodes en cellulose produisent une forte fumée pendant le soudage; cependant, elles ne distraient pas lorsque vous travaillez dans des espaces ouverts.
- Un soudeur hautement qualifié est nécessaire lors du soudage en position verticale vers le bas pour une soudure solide.
- Des alimentations spéciales de soudage vertical vers le bas avec des caractéristiques de régulation de tension très raides et des tensions à vide ≥ 80 doivent être utilisées.
- Un bon ajustement des joints est essentiel, avec un alignement correct des bords de la plaque et un espace racinaire constant.
Électrodes en cellulose Utilise
- Électrodes en bâton revêtues de cellulose utilisées dans le soudage vertical vers le bas à une vitesse plus rapide et à un risque moindre de manque de pénétration et de manque de fusion.
- Les électrodes en cellulose sont les électrodes les plus appropriées pour effectuer un soudage par passe-racine à grande vitesse et à bonne pénétration.
- Les électrodes en bâton de cellulose sont connues pour souder des pipelines avec une bonne pénétration.
- Les électrodes en bâton de cellulose sont utilisées pour souder des joints verticaux et circonférentiels sur des réservoirs de stockage d’huile.
Les électrodes en bâtonnets revêtus de cellulose sont soudées en courant continu au pôle + (DC+) ou en courant alternatif (AC).
Classification des électrodes de soudage
Diverses normes internationales classent les électrodes de soudage; Les normes européennes et américaines sont les normes les plus couramment utilisées pour classer les électrodes. La classification des électrodes est basée sur les exigences d’essai identifiées par les normes sur les dépôts de soudure pour vérifier que les soudures répondent aux exigences de propriétés mécaniques et de composition chimique. Les fabricants d’électrodes ont tendance à certifier leurs électrodes selon la plupart des normes internationales pour une utilisation plus large.
Les normes internationales les plus courantes classant les électrodes de soudage sont:
- ISO 2560 – Consommables de soudage (Électrodes couvertes pour le soudage manuel à l’arc métallique des aciers non alliés et à grains fins).
- AWS A5.1 – Spécification des électrodes en Acier au Carbone pour le soudage à l’arc Métallique blindé.
- AWS A5.5 – Spécification des électrodes en Acier Faiblement Allié pour le soudage à l’arc Métallique blindé.
Classification ISO 2560
La norme ISO 2560 classe les électrodes couvertes pour le soudage manuel à l’arc métallique des aciers non alliés et à grains fins; la norme est divisée en deux systèmes de classification, le Système « A » et le système « B » comme suit:
- Système de classification ISO 2560 « A »: Classification par limite d’élasticité et énergie d’impact de 47 J.
- Système de classification ISO 2560 « B »: Classification par résistance à la traction et énergie d’impact de 27 J.
Le fabricant de l’électrode imprime une désignation spécifique sur chaque électrode pour identifier ses propriétés et son utilisation en fonction de l’un des deux systèmes ci-dessus.
Système de classification ISO 2560 « A »
La désignation est divisée en obligatoire et facultative; dans le système « A », la désignation obligatoire comprend la limite d’élasticité, l’énergie d’impact, la composition chimique et le type de revêtement d’électrode. L’option comprend la teneur en hydrogène diffusible, la position de soudage, la récupération du métal et le type de courant.
Les sections obligatoires doivent être identifiées et imprimées sur les électrodes, tandis que les sections facultatives ne sont pas obligatoires et peuvent ne pas être affichées sur toutes les électrodes.

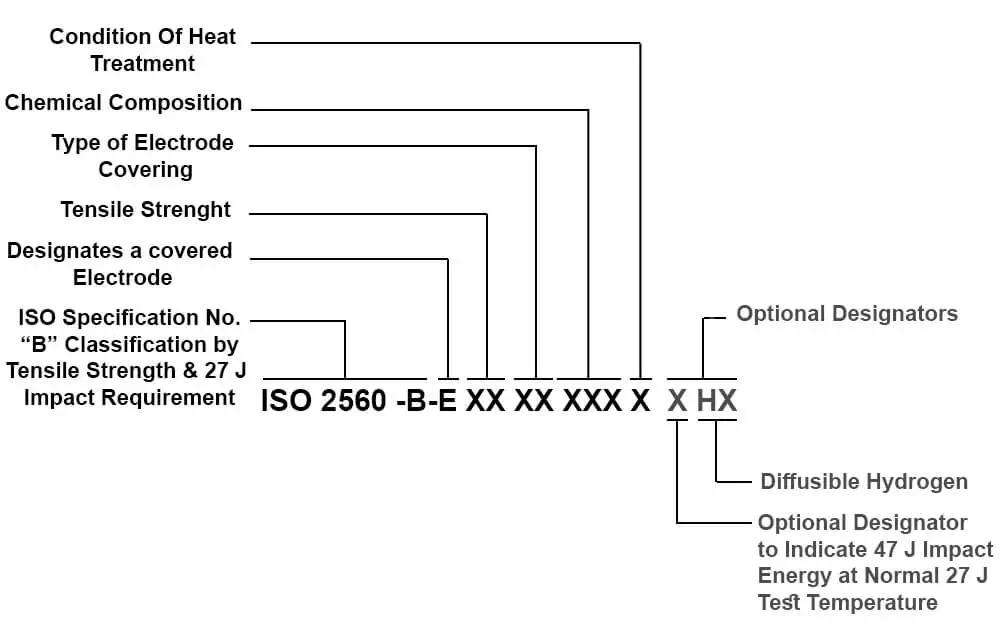
Système de classification ISO 2560 « B »
La désignation est divisée en obligatoire et facultative; dans le système « B », la désignation obligatoire comprend la résistance à la traction, le type de revêtement d’électrode, la composition chimique et les conditions de traitement thermique. L’option comprend une teneur en hydrogène diffusible et une énergie d’impact de 47 J à la température d’essai normale de 27 J.
Les sections obligatoires doivent être identifiées et imprimées sur les électrodes, tandis que les sections facultatives ne sont pas obligatoires et peuvent ne pas être affichées sur toutes les électrodes.
AWS A 5.1 et AWS A5.5
Les normes AWS A5.1 et A5.5 classent les électrodes en acier au carbone et les électrodes en acier faiblement allié pour le soudage à l’arc métallique blindé. La désignation de l’électrode est divisée en obligatoire et supplémentaire; les désignateurs obligatoires et supplémentaires doivent être imprimés sur chaque électrode conformément aux exigences du système de classification.
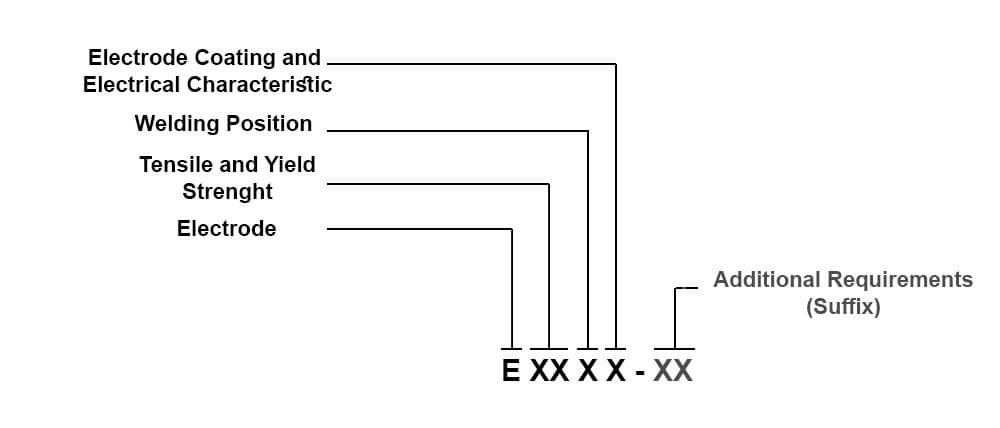
Chaque chiffre de la désignation de l’électrode est utilisé pour désigner une exigence spécifique de la norme comme suit:
E–Électrode
Résistance à la traction et à l’élasticité – en PSI du métal de soudure
- E60xx – Résistance à la traction de 60 000 psi
- E70xx – Résistance à la traction de 70 000 psi
- E80xx – Résistance à la traction de 80 000 psi
- E90xx – Résistance à la traction de 90 000 psi
- E100xx – Résistance à la traction de 100 000 psi
- E110xx – Résistance à la traction de 110 000 psi
- E120xx – Résistance à la traction de 120 000 psi
Positions de soudage
- Exx1x Plat, Horizontal, Vertical (vers le haut), Au-dessus.
- Exx2x Flat, Horizontal.
- Exx3x Flat.
- Exx4x Flat, Horizontal, Overhead, Vertical (down).
Electrode Coating
- Exxx0 – Cellulose, Sodium
- Exxx1 – Cellulose, Potassium
- Exxx2 – Rutile, Sodium
- Exxx3 – Rutile, Potassium
- Exxx4 – Rutile, Iron Powder
- Exxx5 – Low Hydrogen, Sodium
- Exxx6 – Low Hydrogen, Potassium
- Exxx7 – Iron Powder, Iron Oxide
- Exxx8 – Low Hydrogen, Iron Powder
- Exxx9 – Iron Oxide, Rutile, Potassium
Electrode Current and Penetration
- Exxx0 – DC+ (Deep Penetration)
- Exxx1 – AC/DC+ (Deep Penetration)
- Exxx2 – AC/DC- (Medium Penetration)
- Exxx3 – AC/DC+/DC- (Light Penetration)
- Exxx4 – AC/DC+/DC- (Medium Penetration)
- Exxx5 – DC+ (Medium Penetration)
- Exxx6 – AC/DC+ (Medium Penetration)
- Exxx7 – AC/DC- (Medium Penetration)
- Exxx8 – AC/DC+ (Medium Penetration)
- Exxx9 – AC/DC+/DC- (Medium Penetration)
Additional Requirements as per AWS A5.1
- (1) – Signifie une ténacité accrue pour les électrodes E7018 ou une ductilité accrue pour les électrodes E7024.
- (M) – Signifie que l’électrode répond à la plupart des exigences militaires; les exigences militaires sont généralement une plus grande ténacité, une teneur en humidité inférieure et des limites d’hydrogène diffusible spécifiques pour le métal soudé.
- (H4), (H8) ou (H16) – Indique la limite maximale d’hydrogène diffusible mesurée en millimètres pour 100 grammes (mL/100g).
- H4 signifie 4 ml pour 100 grammes.
- H8 signifie 8 ml pour 100 grammes.
- H16 signifie 16 ml pour 100 grammes.
Exigences supplémentaires selon AWS A5.5
- ( A1) – Type d’alliage d’acier: Carbone-Molybdène.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) – Type d’alliage d’acier: Chrome-molybdène avec différents pour cent.
- (C1) / (C1L) / (C2) / (C2L) / (C3) – Type d’alliage d’acier: Acier au nickel avec différents pour cent.
- (NM) – Type d’alliage d’acier: Nickel-Molybdène.
- (D1) / (D2) / (D3) – Type d’alliage d’acier: Manganèse-Molybdène.
- (W) – Acier résistant aux intempéries.
- (G) – Aucune chimie requise.
- (M) – Grade militaire.
Article Connexe: Guide Des Baguettes De Soudage 6010, 6011, 6013 Et 7018

Vitesse de dépôt des électrodes de soudage
La vitesse de dépôt de l’électrode de soudage est la vitesse à laquelle le métal fondu issu de la soudure peut être déposé, exprimée en grammes, kilogrammes ou livres par heure. Le calcul est basé sur un fonctionnement continu, à l’exclusion du temps d’arrêt consommé lors de l’insertion d’une nouvelle électrode, du nettoyage des scories ou de toute autre raison externe.
Inspection des électrodes de soudage
L’inspection des électrodes de soudage avant utilisation est essentielle pour éviter les défauts de soudure pouvant résulter de l’utilisation d’électrodes qui ne répondent pas aux exigences; les points suivants sont généralement vérifiés:
Taille de l’électrode
Le diamètre et la longueur de l’électrode doivent répondre aux exigences de la commande, généralement une longueur de 350 à 450 mm et un diamètre d’électrode de 2,5 à 6 mm; cependant, d’autres longueurs et diamètres sont disponibles.
État du revêtement de l’électrode
Le revêtement de flux doit être exempt de fissures et d’éclats; le fil d’âme en acier doit être concentrique avec une épaisseur de revêtement égale et une bonne adhérence entre le revêtement et l’âme du fil est essentielle.
Désignation de l’électrode
La désignation de l’électrode doit répondre aux exigences du projet de soudage, et il est donc essentiel de vérifier que les désignations suivantes et de s’assurer qu’elles correspondent aux exigences des joints de soudage.
- Matériel: Divers matériaux d’électrodes de soudage sont disponibles en fonction du matériau en métal de base; les électrodes sont en acier à faible teneur en carbone, en acier à haute teneur en carbone, en fonte, en alliages spéciaux, etc.
- Résistance et ténacité: Le rendement des électrodes, les résistances à la traction et la ténacité varient en fonction de l’exigence de résistance du joint de soudure.
- Composition chimique: composition chimique du métal de soudure qui tend à améliorer la caractéristique du joint de soudure.
- Teneur en poudre de fer: Teneur en poudre de fer dans le revêtement pour améliorer le dépôt et la productivité des métaux; cependant, cela limite les positions de soudage.
- Position de soudage: Différentes électrodes sont utilisées pour différentes positions de soudage.
Variables de fonctionnement des électrodes de soudage
Pendant le soudage, diverses variables affectent les électrodes de soudage et le soudeur contrôle ces variables, les variables sont:
- Courant (Ampérage): L’ampérage est déterminé par la taille de l’électrode et la position de soudage, le fabricant de l’électrode spécifie la valeur d’ampérage recommandée. Un faible ampérage produit une forme irrégulière du cordon de soudure et un manque de fusion et de pénétration. Un ampérage élevé entraîne une pénétration excessive, une brûlure, une contre-dépouille et peut endommager l’électrode en raison d’une surchauffe.
- Longueur d’arc (tension): Le soudeur contrôle la longueur d’arc pendant le soudage en maintenant la distance entre l’électrode de soudage et le métal de base et contrôle donc la tension d’arc, la tension d’arc est la tension requise pour maintenir l’arc pendant le soudage. La basse tension provoque une faible pénétration, une inclusion de scories et un arc instable. La haute tension génère des projections excessives et provoque une porosité et une forme irrégulière du cordon de soudure.
- Vitesse de déplacement: En fonction de l’exécution du soudage par cordons ou par tissage, la longueur du dépôt de soudure à partir d’une électrode standard est appelée Longueur de fin de course (ROL) et elle est définie dans la spécification de procédure de soudage (WPS). La vitesse de déplacement rapide produit un cordon de soudure étroit, une inclusion de scories et une fusion et une pénétration médiocres. La vitesse de déplacement lente produit une forme irrégulière de cordon de soudure, une soudure déposée excessive et un recouvrement à froid.
- Angle de course: En fonction de la position de soudage, l’angle de l’électrode est réglé. Traînant, vertical ou menant sont la position d’angle de déplacement connue qui affecte la pénétration de soudure et le dépôt de métal.
- Manipulation: Les techniques de manipulation du soudage varient d’un soudeur à l’autre; la technique dépend du type d’électrode, du courant, de la position de soudage, du type de passe de soudage (racine, remplissage ou bouchon) et de la conception du joint.
 signaler cette ad
signaler cette ad
Type de courant pour Électrodes de soudage
Courant continu – Électrode positive (DC +)
L’électrode de soudage est le pôle positif du circuit de soudage et le métal de base est le pôle négatif. La chaleur générée par le soudage se répartit aux deux tiers sur la pointe de l’électrode et un tiers sur le métal de base.
Électrode négative à courant continu (DC-)
L’électrode de soudage est le pôle négatif du circuit de soudage et le métal de base est le pôle positif. La chaleur générée par le soudage se répartit à un tiers sur la pointe de l’électrode et aux deux tiers sur le métal de base.
Courant alternatif (CA)
Le courant est alternatif entre l’électrode de soudage et le métal de base. La chaleur générée par le soudage est répartie également entre la pointe de l’électrode et le métal de base.