Schweißelektroden für das Metallschutzlichtbogenschweißen (SMAW) oder das manuelle Metalllichtbogenschweißen (MMA), wie sie genannt werden, bestehen aus einem Kerndraht, der mit einer sogenannten Flussmittelbeschichtung bedeckt ist. Der Draht besteht aus minderwertigem Stahl, und die Eigenschaften des abgeschiedenen Metalls werden dann durch die in der Flussmittelbeschichtung enthaltenen Raffinierungsadditive verbessert.
Schweißelektroden Flussmittelbeschichtung
Die Flussmittelbeschichtung enthält metallische und nichtmetallische Komponenten, die hinzugefügt werden, um die spezifischen Eigenschaften der Schweißverbindung zu verbessern. Die Flussmittelbeschichtung spielt eine entscheidende Rolle bei der Lichtbogenstabilisierung, erzeugt Schutzgas, das den Schweißlichtbogen und das geschmolzene Metall vor Kontamination durch Luft schützt, produziert Schlacke, die das Schweißgut schützt, kontrolliert den Wasserstoffgehalt, verfeinert das Schweißgut, fügt notwendige Legierungselemente hinzu basierend auf den Anforderungen der Schweißanwendung und hilft bei der Lichtbogenzündung.
Zum Beispiel wird Mangan der Flussmittelbeschichtung als Komponente zugesetzt, die die Zähigkeit und Festigkeit des Schweißmetalls verbessert; Außerdem wird Silizium als Desoxidationselement zugesetzt, das mit dem geschmolzenen Schweißmetall interagiert und Oxidkieselsäure bildet, die Sauerstoff aus dem Schweißmetall entfernt.
Ein Metallpulver wird zu Schweißelektroden gegeben, die das produzieren, was wir Metallpulverelektroden nennen. Metallpulverelektroden können einen höheren Schweißstrom verarbeiten. Daher ergibt es eine höhere Metallabscheidungsrate im Vergleich zu einer Elektrode, die kein Eisenpulver enthält. Die Metallabscheidungsrate erhöht sich, gleichzeitig wird jedoch die Lichtbogenkraft verringert, wodurch das Eindringen von Perlen verringert wird.
Metallpulverelektroden erhöhen die Metallabscheidungsrate um bis zu 140%; Die Verwendung von Metallpulverelektroden ist jedoch auf flache, horizontale und vertikale Schweißpositionen beschränkt.
SMAW Elektroden Gruppen
Als die fluss beschichtung verbessert die eigenschaften und folglich die eigenschaften der schweiß metall. Die SMAW-Elektroden werden basierend auf ihrem Flussmittelbeschichtungstyp in drei Gruppen eingeteilt; Die drei Hauptgruppen sind:
- Einfach.
- Rutil.
- Zellulose.
Jede Art von Flussmittelbeschichtung weist bestimmte metallische und nichtmetallische Komponenten auf, die die Schweißeigenschaften erheblich beeinflussen.
Basisch beschichtete Stabelektroden
Die basische Elektrodenbeschichtung besteht zu etwa 80% aus basischen Bestandteilen, hauptsächlich Calciumcarbonat (CaCO3) und Calciumfluorit (CaF2).
Grundelektrodeneigenschaften
- Der Lichtbogen von basisch beschichteten Stabelektroden enthält wenig Sauerstoff; daher ist der Ausbrand von Legierungselementen gering.
- Hohe Schlagenergie der Grundelektroden schweißen, insbesondere bei niedrigen Temperaturen.
- Basisbeschichtete Stabelektroden erzeugen ein hochdehnbares Schweißen mit einer niedrigen Streckgrenze des Schweißmetalls.
- Hohe metallurgische Reinheit der Schweißnaht, die das Risiko von Heißrissen reduziert.
- Geringere Wasserstoffmenge, die das Risiko von Kaltrissen verringert.
- Die grundlegende beschichtete Stabelektrodenschlacke reagiert mit den Metallverunreinigungen wie Schwefel und Phosphor, was die Schweißeigenschaften verbessert.
- Die basisbeschichteten Stabelektroden ergeben sauberes Schweißgut, das die mechanischen Eigenschaften, insbesondere die Zähigkeit, verbessert.
Grundlegende zu berücksichtigende Elektrodenpunkte
- Der Schweißer sollte während des Schweißens einen kurzen Lichtbogen aufrechterhalten, um eine Porosität des Schweißens zu vermeiden.
- Grundlegende beschichtete Stabelektroden Schlacke ist dick und viskos; Daher ist eine hohe Schweißfertigkeit unerlässlich, um Schweißnähte ohne Schlackeneinschlüsse herzustellen.
- Die Schlackenentfernung ist bei Basiselektroden schwieriger, da das Schweißprofil konvex geformt ist.
- Basisbeschichtete Stabelektroden erfordern ein Einbrennen, um den Feuchtigkeitsgehalt in der Basisbeschichtung zu minimieren und einen niedrigen Wasserstoffgehalt im Schweißgut zu erreichen.
Grundlegende Elektroden Verwendet
- Verwenden für starre konstruktionen, die erfordern hohe elongable schweiß mit niedrigen schweiß metall streckgrenze.
- Zum Schweißen verschiedener Stahlsorten, einschließlich höherfesten Stahls.
- Verwendung zum Schweißen von kontaminiertem Stahl und Stahl mit hohem Schwefel- und Phosphorgehalt, wobei die Basiselektroden alle Verunreinigungen in eine Schlacke überführen.
- Einsatz für Schweißanwendungen, die eine hohe Bruchzähigkeit bei niedriger Betriebstemperatur erfordern.
- Zum Schrumpfen von Teilen und Bauteilen.
Grundlegendes Elektrodenbackverfahren
Herstellung SMAW-Elektroden stellen Elektroden mit niedrigem Feuchtigkeitsgehalt her, da die Elektroden während der Produktion einen Backprozess bei hoher Temperatur durchlaufen.
Die Elektroden sind normalerweise in verschlossenen Behältern verpackt; Der Behälter sollte in ungeöffnetem, feuchtigkeitskontrolliertem Zustand aufbewahrt und trocken gelagert werden.

Sobald der Behälter geöffnet ist, neigen Elektroden dazu, Feuchtigkeit aufzunehmen, und dann sollten Elektroden in einem Ofen bei 325ºC ± 25 ° C für eine Stunde oder 250 ~ 275ºC für zwei Stunden erneut gebacken und dann in einem Halteofen bei 150ºC gehalten werden, bevor sie in Köchern an den Behälter ausgegeben werden schweißer.
Normalerweise können Elektroden zwei- oder dreimal nachgebrannt werden, ohne die Integrität der Flussmittelbeschichtung und die Schweißleistung zu beeinträchtigen; der Hersteller der Elektrode gibt jedoch die maximale Anzahl der Elektroden an, die erneut gebacken werden.
Basic beschichtete Stabelektroden werden mit Gleichstrom am +Pol (DC+) oder mit Wechselstrom (AC) verschweißt.
Rutilbeschichtete Stabelektroden
Die Rutilelektrodenbeschichtung besteht zu etwa 90% aus Rutilkomponenten, hauptsächlich Titandioxid (TiO2), reduziert auf 50% in Kohlenstoff- und Kohlenstoff-Mangan-Stahl-Rutilelektroden.
Rutilelektrodentypen
Rutilelektroden sind Allzweckelektroden, die in Kategorien unterteilt sind, die auf der Dicke der Elektrodenbeschichtung und dem Komponentenmischungstyp basieren; Die Haupttypen sind:
R–Typ – Dünn beschichteter großer kugelförmiger Transfer, die Elektrode hat eine gute Überbrückungsfähigkeit; Daher werden die R-Elektroden zum Blechschweißen verwendet.
RC typ-Medium-dicke schweißen und gute viskose, die elektrode sind geeignet für vertikale unten schweißen.
RR typ-Dick beschichtet feine hängenden transfer; die Elektrode erzeugt hohe Abscheidung und glatte Schweißnähte.
RB-Typen – Dick beschichtete mittelgroße grobe Übertragung, die Elektrode erzeugt eine gute Zähigkeit und Festigkeit Schweißnähte besser als RR-Typen, hohe Abscheidungseffizienz. Sie werden normalerweise im Rohrleitungsbau, im Stahlbau zum Auffüllen von Fugen und im Wurzelschweißen eingesetzt.
Rutil Elektroden Eigenschaften
- Rutil beschichtet stick elektroden arc ist sehr glatt und stabil.
- Rutilbeschichtete Stabelektroden Lichtbogen wirkt weniger oxidierend, die Lichtbogenatmosphäre ist neutral.
- Rutilelektroden erzeugen ein glattes Schweißprofil.
- Rutilelektroden erzeugen eine dünne Schlackenschicht, die sich leicht entfernen lässt.
- Rutilelektroden sind im Vergleich zu anderen Elektrodentypen am einfachsten zu verwenden.
Rutilelektroden zu berücksichtigende Punkte
- Rutilbeschichtete Stabelektroden können nicht eingebrannt werden, da sie etwa 10% Cellulose enthalten.
- Rutilelektroden werden nicht zum Schweißen von hochfestem Stahl oder dicken Stahlprofilen verwendet, da die Gefahr von Rissen aufgrund der erzeugten Schweißnähte mit hohem Wasserstoffgehalt besteht.
- Rutilbeschichtete Stabelektroden erzeugen Schweißnähte mit geringer Zähigkeit bei niedrigen Temperaturen.
Rutilelektroden Verwendet
- Rutilbeschichtete Stabelektroden werden für die allgemeine Herstellung von unlegiertem Stahl mit geringer Festigkeit verwendet.
- Rutilelektroden werden verwendet, um die Schweißproduktionsrate zu erhöhen, indem der Beschichtung Eisenpulver zugesetzt wird, wodurch die Metallabscheidungsrate erhöht wird.
- Rutilbeschichtete Stabelektroden eignen sich zum Schweißen dünner Stahlprofile.
Rutilbeschichtete Stabelektroden werden mit Gleichstrom am –Pol (DC-), Gleichstrom am + Pol (DC+) oder mit Wechselstrom (AC) verschweißt.
Cellulosebeschichtete Stabelektroden
Die Cellulosestoffelektrodenbeschichtung besteht zu ca. 40% aus Brennstoffen (Cellulose).
Eigenschaften der Celluloseelektroden
- Cellulosebeschichtete Stabelektroden werden effizient zum vertikalen Abwärtsschweißen eingesetzt.
- Cellulosebeschichtete Stabelektroden erzeugen eine hohe Schweißgeschwindigkeit bei hoher Abscheiderate.
- Die Beschichtung der Celluloseelektroden bricht während des Schweißens und erzeugt Kohlenmonoxid, Kohlendioxid und Wasserstoff, die als Schutzgas zum Schutz des geschmolzenen Metalls wirken.
- Der gebildete Wasserstoff aus dem Schmelzen der Elektrodenbeschichtung erzeugt eine relativ hohe Lichtbogenspannung.
- Celluloseelektroden erzeugen eine gute bis ausgezeichnete Schweißqualität für sichere Kreisnähte (Rohrleitungen).
- Celluloseelektroden erzeugen ein relativ kleines Schlackenvolumen.
Celluloseelektroden zu berücksichtigende Punkte
- Cellulosebeschichtete Stabelektroden können während der Herstellung oder vor dem Schweißen nicht eingebrannt werden, da das Einbrennen die Cellulose zerstören würde.
- Celluloseelektroden sind aufgrund der erzeugten hohen Wasserstoffschweißnähte mit der Gefahr von Wasserstoffrissen verbunden.
- Als Kontrollmaßnahme folgt ein weiterer Schweißdurchgang nach dem Wurzeldurchgang der Celluloseelektrode, während die Schweißraupe noch heiß ist, um das Entweichen von Wasserstoff zu erleichtern und das Risiko von Wasserstoffrissen zu minimieren. Der zweite Schweißdurchlauf, der durchgeführt wurde, während der Wurzeldurchlauf noch heiß ist, wird als (Hot-Pass) bezeichnet.
- Celluloseelektroden werden zum Schweißen von hochfestem Stahl oder dicken Stahlprofilen nur begrenzt verwendet, da die Gefahr von Rissen aufgrund der erzeugten Schweißnähte mit hohem Wasserstoffgehalt besteht.
- Cellulosebeschichtete Stabelektroden erzeugen Schweißnähte mit geringer Zähigkeit bei niedrigen Temperaturen.
- Celluloseelektroden erzeugen beim Schweißen einen hohen Rauch, der jedoch beim Arbeiten in offenen Räumen nicht ablenkt.
- Für eine einwandfreie Schweißnaht ist beim vertikalen Abwärtsschweißen ein hochqualifizierter Schweißer erforderlich.
- Es müssen spezielle senkrechte Schweißstromversorgungen mit sehr steiler Spannungsregelcharakteristik und Leerlaufspannungen ≥ 80 verwendet werden.
- Fuge Ein korrekter Sitz ist unerlässlich, mit korrekter Ausrichtung der Plattenkanten und konstantem Wurzelspalt.
Cellulose Elektroden Verwendet
- Cellulose beschichtete stick elektroden verwendet in vertical-down schweißen zu einem schneller geschwindigkeit und niedriger risiko von mangel an penetration und mangel an fusion.
- Celluloseelektroden sind die am besten geeigneten Elektroden, um Wurzelpassschweißen mit hoher Geschwindigkeit und guter Durchdringung durchzuführen.
- Cellulosestiftelektroden sind zum Schweißen von Rohrleitungen mit guter Durchdringung bekannt.
- Cellulose-Stabelektroden werden zum Schweißen von vertikalen und umlaufenden Verbindungen an Öllagertanks verwendet.
Cellulosebeschichtete Stabelektroden werden mit Gleichstrom am +Pol (DC+) oder mit Wechselstrom (AC) verschweißt.
Klassifizierung von Schweißelektroden
Verschiedene internationale Normen klassifizieren Schweißelektroden; Europäische und amerikanische Normen sind die gebräuchlichsten Normen zur Klassifizierung von Elektroden. Die Elektrodenklassifizierung basiert auf den Prüfanforderungen, die in den Normen für die Schweißnahtablagerungen festgelegt sind, um zu überprüfen, ob Schweißnähte die Anforderungen an die mechanischen Eigenschaften und die chemische Zusammensetzung erfüllen. Elektrodenhersteller neigen dazu, ihre Elektroden nach den meisten internationalen Standards für eine breitere Verwendung zu zertifizieren.
Die gängigsten internationalen Normen zur Klassifizierung von Schweißelektroden sind:
- ISO 2560 – Schweißverbrauchsmaterialien (Abgedeckte Elektroden für das manuelle Lichtbogenschweißen von unlegierten und feinkörnigen Stählen).
- AWS A5.1 – Spezifikation für Kohlenstoffstahlelektroden zum Schutzmetall-Lichtbogenschweißen.
- AWS A5.5 – Spezifikation für Elektroden aus niedriglegiertem Stahl für das Schutzmetall-Lichtbogenschweißen.
ISO 2560 Klassifizierung
ISO 2560 Standard klassifiziert abgedeckte elektroden für manuelle metall arc schweißen von nicht-legierung und feine korn stählen; die standard ist unterteilt in zwei klassifizierung systeme, System „A“ und System „B“ wie folgt:
- ISO 2560 Klassifizierungssystem „A“: Klassifizierung nach Streckgrenze und 47 J Aufprallenergie.
- ISO 2560 Klassifizierungssystem „B“: Klassifizierung nach Zugfestigkeit und 27 J Aufprallenergie.
Der Elektrodenhersteller druckt eine spezifische Bezeichnung auf jede Elektrode, um ihre Eigenschaften und Verwendung basierend auf einem der beiden oben genannten Systeme zu identifizieren.
ISO 2560 Klassifizierungssystem „A“
Die Bezeichnung ist in obligatorisch und optional unterteilt; Im System „A“ umfasst die obligatorische Bezeichnung Streckgrenze, Aufprallenergie, chemische Zusammensetzung und Elektrodenbeschichtungstyp. Das Optionale umfasst den Gehalt an diffundierbarem Wasserstoff, die Schweißposition und die Metallrückgewinnung sowie die Art des Stroms.
Die obligatorischen Abschnitte müssen gekennzeichnet und auf die Elektroden gedruckt werden, während optionale Abschnitte nicht obligatorisch sind und möglicherweise nicht auf allen Elektroden angezeigt werden.

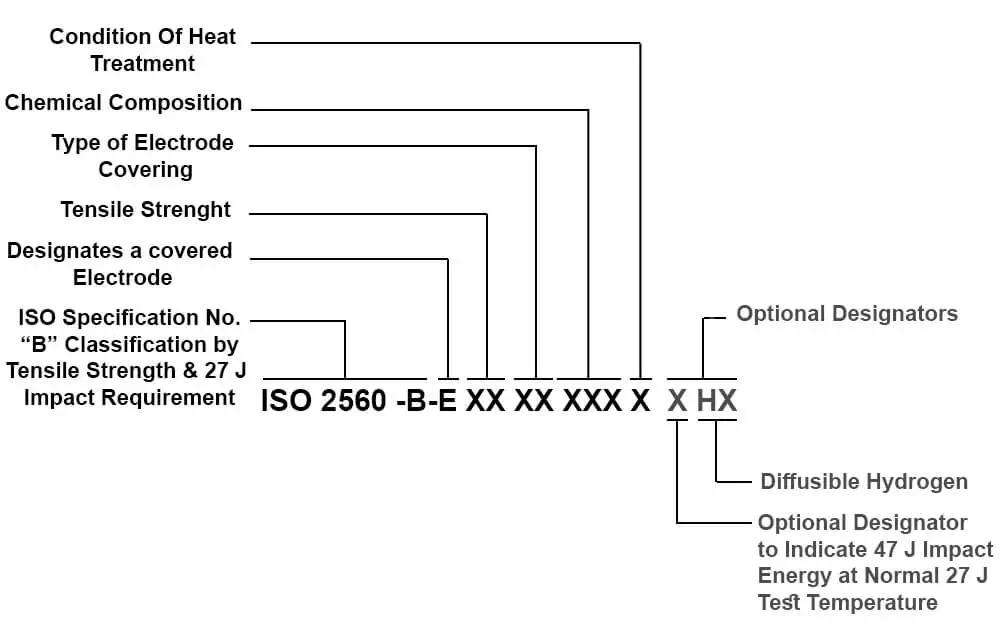
ISO 2560 Klassifizierung System „B“
Die bezeichnung ist unterteilt in obligatorisch und optional; in system „B“ die bezeichnung obligatorisch umfasst zug festigkeit, typ von elektrode beschichtung, chemische zusammensetzung, und wärme behandlung zustand. Das optionale umfasst diffundierbaren Wasserstoffgehalt und 47 J Aufprallenergie bei der normalen 27 J Prüftemperatur.
Die obligatorischen Abschnitte müssen gekennzeichnet und auf die Elektroden gedruckt werden, während optionale Abschnitte nicht obligatorisch sind und möglicherweise nicht auf allen Elektroden angezeigt werden.
AWS A 5,1 und AWS A5.5
AWS A5.1 und A5.5 Standards klassifizieren carbon stahl elektroden und low-legierung stahl elektroden für geschirmt metall arc schweißen. Die Bezeichnung der Elektrode ist in obligatorische und ergänzende unterteilt; sowohl obligatorische als auch ergänzende Bezeichnungen müssen gemäß den Anforderungen des Klassifizierungssystems auf jede Elektrode gedruckt werden.
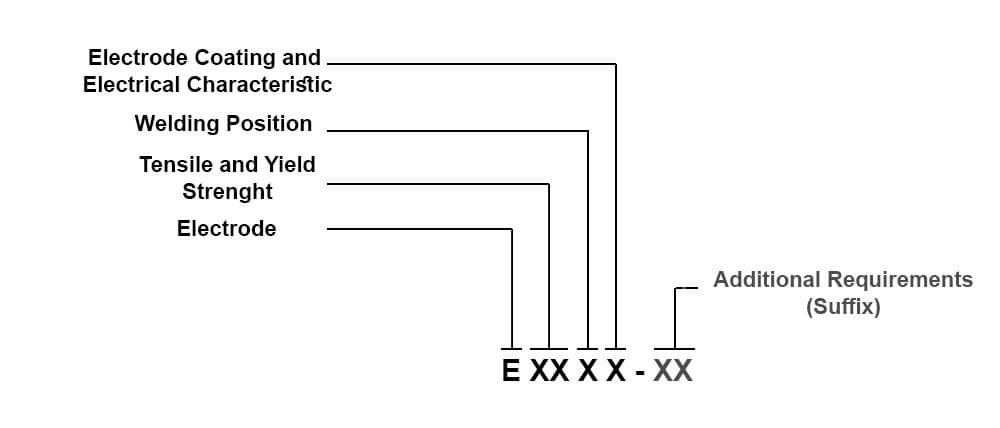
Jede ziffer der elektrode bezeichnung ist verwendet zu bezeichnen eine spezifische anforderung der standard wie folgt:
E – Elektrode
Zug– und Streckgrenze – in PSI des Schweißgutes
- E60xx – Zugfestigkeit von 60.000 psi
- E70xx – Zugfestigkeit von 70.000 psi
- E80xx – Zugfestigkeit von 80.000 psi
- E90xx–Zug Festigkeit von 90,000 psi
- E100xx–Zug Festigkeit von 100,000 psi
- E110xx–Zug Festigkeit von 110,000 psi
- E120xx-Zug Festigkeit von 120,000 psi
Schweißpositionen
- Exx1x Flach, horizontal, Vertikal (oben), Über Kopf.
- Exx2x Flat, Horizontal.
- Exx3x Flat.
- Exx4x Flat, Horizontal, Overhead, Vertical (down).
Electrode Coating
- Exxx0 – Cellulose, Sodium
- Exxx1 – Cellulose, Potassium
- Exxx2 – Rutile, Sodium
- Exxx3 – Rutile, Potassium
- Exxx4 – Rutile, Iron Powder
- Exxx5 – Low Hydrogen, Sodium
- Exxx6 – Low Hydrogen, Potassium
- Exxx7 – Iron Powder, Iron Oxide
- Exxx8 – Low Hydrogen, Iron Powder
- Exxx9 – Iron Oxide, Rutile, Potassium
Electrode Current and Penetration
- Exxx0 – DC+ (Deep Penetration)
- Exxx1 – AC/DC+ (Deep Penetration)
- Exxx2 – AC/DC- (Medium Penetration)
- Exxx3 – AC/DC+/DC- (Light Penetration)
- Exxx4 – AC/DC+/DC- (Medium Penetration)
- Exxx5 – DC+ (Medium Penetration)
- Exxx6 – AC/DC+ (Medium Penetration)
- Exxx7 – AC/DC- (Medium Penetration)
- Exxx8 – AC/DC+ (Medium Penetration)
- Exxx9 – AC/DC+/DC- (Medium Penetration)
Additional Requirements as per AWS A5.1
- (1) – Bedeutet erhöhte Härte für Elektroden E7018 oder erhöhte Duktilität für Elektroden E7024.
- (M)–Bedeutet elektrode erfüllt die meisten militärischen anforderungen; militärische anforderungen sind in der regel größere zähigkeit, niedrigeren feuchtigkeit inhalt, und spezifische diffusionsfähigen wasserstoff grenzen für schweiß metall.
- (H4), (H8) oder (H16) – Gibt die maximale diffundierbare Wasserstoffgrenze an, gemessen in Millimetern pro 100 Gramm (mL / 100 g).
- H4 bedeutet 4 ml pro 100 gramm.
- H8 bedeutet 8 ml pro 100 gramm.
- H16 bedeutet 16 ml pro 100 Gramm.
Zusätzliche Anforderungen gemäß AWS A5.5
- ( A1) – Stahllegierungsart: Kohlenstoff-Molybdän.
- (B1)/(B2)/(B2L)/(B3)/(B3L)/(B4L)/(B5)/(B6)/(B8) –Stahl Legierung Typ: Chrom-Molybdän mit verschiedenen prozent.
- (C1)/(C1L)/(C2)/(C2L)/(C3)–Stahl Legierung Typ: Nickel Stahl mit verschiedenen prozent.
- (NM) -Stahl Legierung Typ: Nickel-Molybdän.
- (D1)/(D2)/(D3)–Stahl Legierung Typ: Mangan-Molybdän.
- (W) – Verwitterungsstahl.
- (G) – Keine Chemie erforderlich.
- (M) – Militärischer Grad.
Zugehöriger Artikel: Ein Leitfaden für 6010, 6011, 6013 und 7018 Schweißstäbe

Abscheidungsrate der Schweißelektroden
Die Abscheidungsrate der Schweißelektrode ist die Rate, mit der geschmolzenes Metall aus der Schweißnaht abgeschieden werden kann, ausgedrückt in Gramm, Kilogramm oder Pfund pro Stunde. Die Berechnung basiert auf einem kontinuierlichen Betrieb unter Ausschluss der Stillstandszeit, die beim Einsetzen einer neuen Elektrode, bei der Reinigung von Schlacke oder aus anderen externen Gründen verbraucht wird.
Schweißen Elektroden Inspektion
Schweißen elektroden inspektion vor der verwendung ist ätherisches zu vermeiden schweiß mängel, dass kann ergebnis von mit elektroden, die nicht erfüllen die anforderungen; die folgenden punkte in der regel sind überprüft:
Elektrode größe
Elektrode durchmesser und länge haben zu erfüllen die auftrag anforderungen, in der regel 350-450mm länge und 2,5-6mm elektrode durchmesser; es sind jedoch auch andere Längen und Durchmesser lieferbar.
Zustand der Elektrodenbeschichtung
Die Flussmittelbeschichtung muss frei von Rissen und Spänen sein; Der Stahlkerndraht muss konzentrisch mit gleicher Schichtdicke sein und eine ordnungsgemäße Haftung zwischen der Beschichtung und dem Drahtkern ist unerlässlich.
Elektrode Bezeichnung
Elektrode bezeichnung sollte erfüllen schweißen projekt anforderungen, und daher ist es wichtig zu überprüfen, dass die folgenden bezeichnungen und machen sicher, dass sie spiel schweißen joint anforderungen.
- Werkstoff: Verschiedene Schweißelektrodenmaterialien sind basierend auf dem Basismetallmaterial erhältlich; Die Elektroden sind aus kohlenstoffarmem Stahl, kohlenstoffreichem Stahl, Gusseisen, Speziallegierungen usw. erhältlich.
- Festigkeit und Zähigkeit: Streckgrenze, Zugfestigkeit und Zähigkeit der Elektroden variieren je nach Anforderung an die Festigkeit der Schweißverbindung.
- Chemische Zusammensetzung: Chemische Zusammensetzung des Schweißgutes, die dazu neigt, die Eigenschaften der Schweißverbindung zu verbessern.
- Eisenpulvergehalt: Eisenpulvergehalt in der Beschichtung zur Verbesserung der Metallabscheidung und Produktivität; es begrenzt jedoch Schweißpositionen.
- Schweißposition: Für unterschiedliche Schweißpositionen werden unterschiedliche Elektroden verwendet.
Betriebsvariablen der Schweißelektroden
Während des Schweißens beeinflussen verschiedene Variablen die Schweißelektroden, und der Schweißer steuert diese Variablen, die Variablen sind:
- Strom (Stromstärke): Die Stromstärke wird durch die Größe der Elektrode und die Schweißposition bestimmt, der Elektrodenhersteller gibt den empfohlenen Stromstärkewert an. Niedrige Stromstärke produziert unregelmäßige Schweißungsraupenform und Mangel an Fusion und Durchdringen. Hohe Stromstärke führt zu übermäßigem Eindringen, Durchbrennen, Hinterschneiden und kann die Elektrode durch Überhitzung beschädigen.
- Arc länge (Spannung): Die schweißer control die arc länge während schweißen durch die aufrechterhaltung der abstand zwischen die schweißen elektrode und basis metall und daher steuert die arc spannung, arc spannung ist die spannung erforderlich zu halten die arc während schweißen. Die niedrige Spannung verursacht schlechtes Durchdringen, Schlackeneinschluß und instabilen Bogen. Die hohe spannung erzeugt übermäßige spritzer und verursachen porosität und unregelmäßigen schweiß perle form.
- Fahrgeschwindigkeit: Abhängig von der Durchführung des Schweißens durch Stringerperlen oder durch Weben wird die Länge der Schweißnahtablagerung von einer Standardelektrode als Runout Length (ROL) bezeichnet und in der Welding Procedure Specification (WPS) definiert. Schnelle Fahrgeschwindigkeit erzeugt schmale Schweißnaht, Schlackeneinschluss und schlechte Fusion und Penetration. Langsame Fahrgeschwindigkeit erzeugt unregelmäßige Schweißraupenform, übermäßige abgelagerte Schweißnaht und kalte Runde.
- Verfahrwinkel: Je nach Schweißposition wird der Elektrodenwinkel eingestellt. Schleppend, vertikal oder führend sind die bekannten Fahrwinkelpositionen, die das Eindringen von Schweißnähten und die Metallabscheidung beeinflussen.
- Manipulation: Schweißmanipulationstechniken variieren zwischen Schweißern; Die Technik hängt von Elektrodentyp, Strom, Schweißposition, Schweißdurchgangstyp (Wurzel, Auffüllung oder Kappe) und Verbindungsdesign ab.
 diese Anzeige melden
diese Anzeige melden
Art des Stroms für Schweißelektroden
Gleichstrom – Elektrode Positiv (DC+)
Die Schweißelektrode ist der Pluspol im Schweißkreis und das unedle Metall ist der Minuspol. Die beim Schweißen entstehende Wärme verteilt sich zu zwei Dritteln auf die Elektrodenspitze und zu einem Drittel auf das Grundmetall.
Gleichstrom-Elektrode Negative (DC-)
Die schweißen elektrode ist die negative pol in die schweißen schaltung, und die basis metall ist die positive pol. Die beim Schweißen entstehende Wärme verteilt sich zu einem Drittel auf die Elektrodenspitze und zu zwei Dritteln auf das Grundmetall.
Wechselstrom (AC)
Der Strom wechselt zwischen der Schweißelektrode und dem unedlen Metall. Die durch das Schweißen erzeugte Wärme wird gleichmäßig zwischen der Elektrodenspitze und dem unedlen Metall verteilt.