svetselektroder för skärmad metallbågsvetsning (SMAW) eller manuell metallbågsvetsning (MMA), som de är kända, består av en kärntråd täckt med det som kallas flödesbeläggning. Tråden är tillverkad av lågkvalitativt stål, och egenskaperna hos den avsatta metallen förbättras sedan av de raffineringsadditiv som ingår i flödesbeläggningen.
svetselektroder Fluxbeläggning
fluxbeläggningen innehåller metalliska och icke-metalliska komponenter som tillsätts för att förbättra svetsfogens specifika egenskaper. Fluxbeläggningen spelar en viktig roll i bågstabilisering, producerar skyddsgas som skyddar svetsbågen och smält metall från förorening med luft, producerar slagg som skyddar svetsmetallen, kontrollerar väteinnehållet, förfinar svetsmetall, tillsätter nödvändiga legeringselement baserat på svetsapplikationskraven och hjälper till med bågtändning.
till exempel mangan tillsatt till fluxbeläggningen som en komponent som förbättrar svetsmetallens seghet och styrka; dessutom tillsätts kisel som ett deoxiderande element som interagerar med den smälta svetsmetallen och bildar oxid kiseldioxid som tar bort syre från svetsmetall.
ett metallpulver läggs till svetselektroder som producerar vad vi kallar metallpulverelektroder. Metallpulverelektroder kan hantera högre svetsströmnivå. Därför ger den en högre metallavsättningshastighet jämfört med en elektrod som inte innehåller något järnpulver. Metallinsättningsräntan ökar, men samtidigt reduceras bågkraften, vilket minskar pärlpenetrationen.
metallpulverelektroder ökar metallavsättningshastigheten upp till 140%; användningen av metallpulverelektroder är dock begränsad till plana, horisontella och vertikala svetspositioner.
SMAW elektroder grupper
som flussbeläggningen förbättrar egenskaperna och följaktligen egenskaperna hos svetsmetallen. SMAW-elektroderna är grupperade baserat på deras flödesbeläggningstyp i tre grupper; de viktigaste tre grupperna är:
- grundläggande.
- rutil.
- cellulosa.
varje typ av flödesbeläggning har vissa metalliska och icke-metalliska komponenter som väsentligt påverkar svetsegenskaperna.
Basbelagda Stickelektroder
baselektrodbeläggningen består av cirka 80% av baskomponenterna, huvudsakligen kalciumkarbonat (CaCO3) och kalciumfluorit (CaF2).
grundläggande Elektrodegenskaper
- bågen för basbelagda stickelektroder innehåller lite syre; därför är utbränningen av legeringselement låg.
- hög effektenergi hos grundelektroderna svetsar, särskilt vid låga temperaturer.
- grundläggande belagda stickelektroder producerar mycket långsträckt svetsning med en låg svetsmetallutbytespunkt.
- hög metallurgisk renhet av svetsning som minskar risken för varm sprickbildning.
- lägre mängd väte som minskar risken för kallsprickning.
- den grundläggande belagda stickelektrod slaggen reagerar med metallföroreningar som svavel och fosfor, vilket förbättrar svetsegenskaper.
- de grundläggande belagda stickelektroderna ger ren svetsmetall, vilket förbättrar de mekaniska egenskaperna, särskilt seghet.
grundläggande elektroder punkter att tänka på
- svetsaren bör hålla en kort båge under svetsning för att undvika svetsning porositet.
- grundläggande belagda stick elektroder slagg är tjock och trögflytande; därför är hög svetsare skicklighet avgörande för att producera svetsar utan slagg inneslutningar.
- Slaggavlägsnande är mer utmanande med badelektroder eftersom svetsprofilen är konvex i sin form.
- Grundbelagda stickelektroder kräver bakning för att minimera fuktinnehållet i grundbeläggningen för att ha låga vätgasnivåer i svetsmetall.
grundläggande elektroder använder
- används för styva konstruktioner som kräver hög elongable svets med låg svetsmetallutbytespunkt.
- används för svetsning av olika stålkvaliteter, inklusive stål med högre hållfasthet.
- används för svetsning av förorenat stål och stål med hög svavel-och fosforhalt, vilka badelektroder överför alla föroreningar till en slagg.
- används för svetsapplikationer som kräver hög brottseghet vid låg driftstemperatur.
- används för att krympa delar och komponenter.
grundläggande elektroder bakning förfarande
tillverkning SMAW elektroder producera elektroder med låg fukthalt som elektroderna passerar genom en bakningsprocessen vid en hög temperatur under produktionen.
elektroderna är vanligtvis förpackade i slutna behållare; behållaren ska förvaras i sitt oöppnade fuktkontrollerade tillstånd och förvaras i torrt tillstånd.

när behållaren har öppnats tenderar elektroderna att absorbera fukt, och sedan bör elektroderna bakas igen i en ugn vid 325 OCCURC 25 occur C i en timme eller 250~275 OCCURC i två timmar och sedan hållas i en ugn vid 150 OCCURC innan de utfärdas i quivers till ugnen svetsare.
vanligtvis kan elektroder bakas två eller tre gånger utan att påverka integriteten hos flödesbeläggningen och svetsprestanda; tillverkaren av elektroden anger emellertid det maximala antalet elektroder som bakar igen.
Basbelagda stickelektroder svetsas med likström vid + – Polen (DC+) eller med växelström (AC).
Rutilbelagda Stickelektroder
rutilelektrodbeläggningen består av cirka 90% av rutilkomponenter, huvudsakligen titandioxid (TiO2), reducerad till 50% i kol-och kol-manganstål rutilelektroder.
Rutilelektroder typer
Rutilelektroder är allrengöringsmedel elektroder, indelade i kategorier baserade på elektrod beläggningstjocklek och komponenter mix Typ; de viktigaste typerna är:
r Typ-tunn belagd stor klotformig överföring, elektroden har en god överbryggande förmåga; därför R elektroder används för plåtsvetsning.
RC typ-Medium tjock svetsning och god viskös, elektroden är lämplig för vertikal nedsvetsning.
RR Typ-tjock belagd fin hängande överföring; elektroden producerar hög avsättning och släta svetsar.
RB-typer-tjock belagd mellanstor grov överföring, elektroden ger god seghet och styrka svetsar bättre än RR-typer, hög avsättningseffektivitet. De används vanligtvis i rörledningskonstruktion, konstruktionsstålteknik för fogar och rotsvetsning.
rutil elektroder egenskaper
- rutil belagda stick elektroder båge är mycket smidig och stabil.
- rutilbelagda stickelektroder båge har en mindre oxiderande effekt; bågatmosfären är neutral.
- Rutilelektroder ger en jämn svetsprofil.
- Rutilelektroder producerar tunt slaggskikt som är lätt att ta bort.
- Rutilelektroder är de enklaste att använda när man jämför det med andra elektrodtyper.
Rutilelektroder pekar på
- Rutilbelagda stickelektroder kan inte bakas eftersom de innehåller cirka 10% cellulosa; därför inkluderar de relativt hög fuktighet och producerar höga vätesvetsar.
- Rutilelektroder används inte för svetsning av höghållfast stål eller tjock stålsektion på grund av risken för sprickbildning på grund av de producerade höga vätesvetsarna.
- Rutilbelagda stickelektroder producerar svetsar med låg seghet vid låga temperaturer.
Rutilelektroder använder
- Rutilbelagda stickelektroder används för allmän tillverkning av olegerat stål med låg hållfasthet.
- Rutilelektroder används för att öka svetsproduktionshastigheten genom att tillsätta järnpulver till beläggningen, vilket ökar metallavsättningshastigheten.
- Rutilbelagda stickelektroder är lämpliga för svetsning av tunna stålsektioner.
Rutilbelagda stickelektroder svetsas med likström vid Polen (DC -), likström vid + Polen (DC+) eller med växelström (AC).
Cellulosabelagda Stickelektroder
cellulosalagerelektrodbeläggningen består av cirka 40% av förbrännings ämnen (cellulosa).
Cellulosaelektrodegenskaper
- Cellulosabelagda stickelektroder används effektivt för vertikal nedsvetsning.
- Cellulosabelagda stickelektroder ger en hög svetshastighet vid en hög avsättningshastighet.
- cellulosaelektrodbeläggningen bryts under svetsning och producerar kolmonoxid, koldioxid och väte som fungerar som en skyddsgas som skyddar den smälta metallen.
- det bildade väte från elektrodbeläggningssmältning ger relativt hög bågspänning.
- Cellulosaelektroder ger en bra till utmärkt kvalitetssvetsning för säkra cirkulära sömmar (rörledningar).
- Cellulosaelektroder producerar en relativt liten volym slagg.
Cellulosaelektroder poäng att överväga
- Cellulosabelagda stickelektroder kan inte bakas under tillverkningen eller före svetsning eftersom bakning skulle förstöra cellulosa; därför inkluderar de relativt hög fuktighet och producerar höga vätesvetsar.
- Cellulosaelektroder är förknippade med risken för vätekrackning på grund av de producerade höga vätesvetsarna.
- som en kontrollåtgärd, en annan svetspass för att följa cellulosaelektrodens rotpass medan svetspärlan fortfarande är varm för att underlätta vätgasflykt och minimera risken för vätesprickor. Det andra svetspasset som utfördes medan rotpasset fortfarande är varmt kallas (hot-pass).
- Cellulosaelektroder är begränsade vid svetsning av höghållfast stål eller tjock stålsektion på grund av risken för sprickbildning på grund av de producerade höga vätesvetsarna.
- Cellulosabelagda stickelektroder producerar svetsar med låg seghet vid låga temperaturer.
- Cellulosaelektroder producerar hög rök under svetsning; det distraherar emellertid inte när man arbetar i öppna utrymmen.
- en högkvalificerad svetsare krävs vid svetsning i vertikalt läge för en ljudsvetsning.
- en speciell vertical-down svetsning nätaggregat med mycket branta spänningsreglering egenskaper och obelastade spänningar av 80 måste användas.
- Joint korrekt passform är viktigt, med korrekt inriktning av plattkanter och konstant rotgap.
Cellulosaelektroder använder
- Cellulosabelagda stickelektroder som används vid vertikal nedsvetsning med snabbare hastighet och lägre risk för brist på penetration och brist på fusion.
- Cellulosaelektroder är de mest lämpliga elektroderna för att utföra rotpasssvetsning med hög hastighet och god penetration.
- Cellulosastavelektroder är kända för svetsning av rörledningar rotpass med god penetration.
- Cellulosastavelektroder används vid svetsning av vertikala och perifera fogar på oljelagringstankar.
Cellulosabelagda stickelektroder svetsas med likström vid + – Polen (DC+) eller med växelström (AC).
klassificering av svetselektroder
olika internationella standarder klassificerar svetselektroder; europeiska och amerikanska standarder är de vanligaste standarderna som används för att klassificera elektroder. Elektrodklassificeringen baseras på de testkrav som identifieras av standarderna på svetsavlagringarna för att verifiera att svetsar uppfyller kraven på mekaniska egenskaper och kemisk sammansättning. Elektrodtillverkare tenderar att certifiera sina elektroder enligt de flesta internationella standarder för bredare användning.
de vanligaste internationella standarderna som klassificerar svetselektroder är:
- ISO 2560-Svetsförnödenheter (täckta elektroder för manuell metallbågsvetsning av olegerat och finkornigt stål).
- AWS A5.1 – specifikation för Kolstålelektroder för skärmad metallbågsvetsning.
- AWS A5.5 – specifikation för låglegerade Stålelektroder för skärmad metallbågsvetsning.
ISO 2560 klassificering
ISO 2560-standarden klassificerar täckta elektroder för manuell metallbågsvetsning av olegerade och finkorniga stål; standarden är uppdelad i två klassificeringssystem, System ” A ”och System” B ”enligt följande:
- ISO 2560 klassificeringssystem ”A”: klassificering med sträckgräns och 47 J slagkraft.
- ISO 2560 klassificeringssystem ”B”: klassificering med draghållfasthet och 27 J stötenergi.
elektrodtillverkaren skriver ut en specifik beteckning på varje elektrod för att identifiera dess egenskaper och användning baserat på ett av de två ovanstående systemen.
ISO 2560 klassificeringssystem ”A”
beteckningen är uppdelad i obligatorisk och valfri; i system ”A” innehåller beteckningen obligatorisk sträckgräns, stötenergi, kemisk sammansättning och elektrodbeläggningstyp. Det valfria inkluderar diffusibel vätehalt, svetsposition och metallåtervinning och typ av ström.
de obligatoriska sektionerna måste identifieras och skrivas ut på elektroderna, medan valfria sektioner inte är obligatoriska och kanske inte visas på alla elektroder.

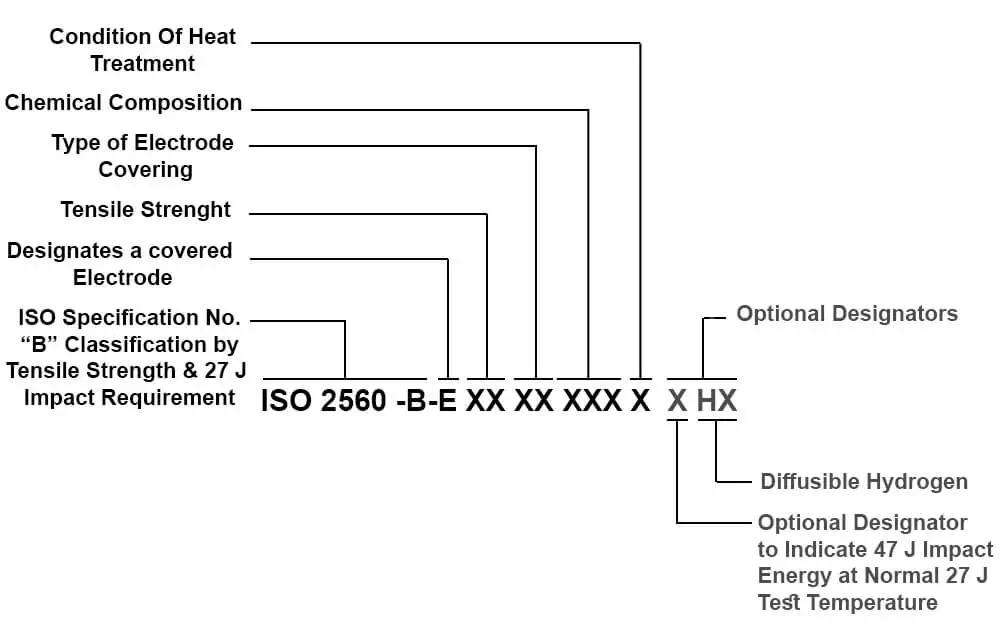
ISO 2560 klassificeringssystem ”B”
beteckningen är uppdelad i obligatorisk och frivillig; i system ”B” innefattar beteckningen obligatorisk draghållfasthet, typ av elektrodbeläggning, kemisk sammansättning och värmebehandlingstillstånd. Tillvalet inkluderar diffusibelt väteinnehåll och 47 J-stötenergi vid normal 27 J-testtemperatur.
de obligatoriska sektionerna måste identifieras och skrivas ut på elektroderna, medan valfria sektioner inte är obligatoriska och kanske inte visas på alla elektroder.
AWS a 5.1 och AWS A5.5
AWS A5.1 och A5.5 standarder klassificerar kolstålelektroder och låglegerade stålelektroder för skärmad metallbågsvetsning. Elektrodens beteckning är uppdelad i obligatorisk och kompletterande; både obligatoriska och kompletterande beteckningar måste skrivas ut på varje elektrod enligt klassificeringssystemets krav.
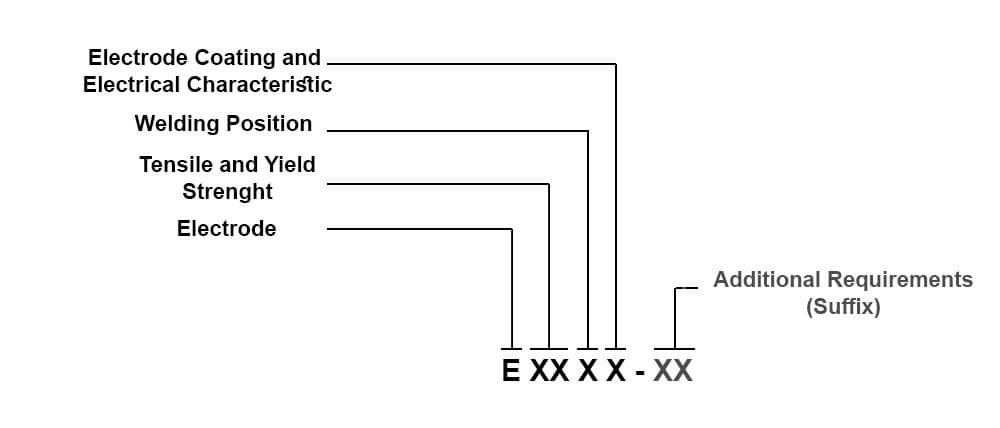
varje siffra i elektrodbeteckningen används för att beteckna ett specifikt krav på standarden enligt följande:
E – elektrod
drag – och sträckgräns – i PSI av svetsmetallen
- E60xx – draghållfasthet av 60.000 psi
- E70xx – draghållfasthet av 70.000 psi
- E80xx – draghållfasthet av 80 000 PSI
- E90xx – Draghållfasthet på 90 000 PSI
- e100xx – draghållfasthet på 100 000 PSI
- e110xx – draghållfasthet på 110 000 PSI
- e120xx-Draghållfasthet på 120 000 PSI
Svetspositioner
- exx1x platt, horisontell, vertikal (upp), över huvudet.
- Exx2x Flat, Horizontal.
- Exx3x Flat.
- Exx4x Flat, Horizontal, Overhead, Vertical (down).
Electrode Coating
- Exxx0 – Cellulose, Sodium
- Exxx1 – Cellulose, Potassium
- Exxx2 – Rutile, Sodium
- Exxx3 – Rutile, Potassium
- Exxx4 – Rutile, Iron Powder
- Exxx5 – Low Hydrogen, Sodium
- Exxx6 – Low Hydrogen, Potassium
- Exxx7 – Iron Powder, Iron Oxide
- Exxx8 – Low Hydrogen, Iron Powder
- Exxx9 – Iron Oxide, Rutile, Potassium
Electrode Current and Penetration
- Exxx0 – DC+ (Deep Penetration)
- Exxx1 – AC/DC+ (Deep Penetration)
- Exxx2 – AC/DC- (Medium Penetration)
- Exxx3 – AC/DC+/DC- (Light Penetration)
- Exxx4 – AC/DC+/DC- (Medium Penetration)
- Exxx5 – DC+ (Medium Penetration)
- Exxx6 – AC/DC+ (Medium Penetration)
- Exxx7 – AC/DC- (Medium Penetration)
- Exxx8 – AC/DC+ (Medium Penetration)
- Exxx9 – AC/DC+/DC- (Medium Penetration)
Additional Requirements as per AWS A5.1
- (1) – innebär ökad seghet för e7018-elektroder eller ökad duktilitet för e7024-elektroder.
- (M) – betyder elektrod uppfyller de flesta militära krav; militära krav är vanligtvis större seghet, lägre fuktinnehåll och specifika diffusibla vätegränser för svetsmetall.
- (H4), (H8) eller (H16) – anger den maximala diffusibla vätegränsen uppmätt i millimeter per 100 gram (mL/100 g).
- H4 betyder 4 ml per 100 gram.
- H8 betyder 8 ml per 100 gram.
- H16 betyder 16 ml per 100 gram.
ytterligare krav enligt AWS A5.5
- (A1)-Stållegeringstyp: kol-molybden.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) – Stållegeringstyp: krom-molybden med olika procent.
- (C1) / (C1L) / (C2) / (C2L) / (C3) – Stållegeringstyp: nickelstål med olika procent.
- (NM) – Legeringstyp av stål: Nickel-molybden.
- (D1) / (D2) / (D3) – Stållegeringstyp: Mangan-Molybden.
- (W) – vittring stål.
- (G) – ingen nödvändig Kemi.
- (M) – militär kvalitet.
relaterad artikel: En Guide till 6010, 6011, 6013 och 7018 svetsstänger

svetselektroder Avsättningshastighet
avsättningshastigheten för svetselektroden är den hastighet som smält metall från svets kan deponeras uttryckt i Gram, kilogram eller pounds per timme. Beräkningen är baserad på kontinuerlig drift, med undantag för stopptiden som förbrukas vid införande av en ny elektrod, rengöringsslagg eller andra externa skäl.
svetselektroder inspektion
svetselektroder inspektion före användning är viktigt för att undvika svetsdefekter som kan uppstå vid användning av elektroder som inte uppfyller kraven; följande punkter verifieras vanligtvis:
Elektrodstorlek
Elektroddiameter och längd måste uppfylla orderkraven, typiskt 350-450mm längd och 2,5-6mm elektroddiameter; andra längder och diametrar finns dock tillgängliga.
Elektrodbeläggningsvillkor
Fluxbeläggning måste vara fri från sprickor och chips; stålkärntråd måste vara koncentrisk med lika beläggningstjocklek och korrekt vidhäftning mellan beläggningen och trådkärnan är väsentlig.
Elektrodbeteckning
Elektrodbeteckning ska uppfylla svetsprojektkraven, och därför är det viktigt att verifiera att följande beteckningar och se till att de matchar svetsförbandskraven.
- Material: Olika svetselektrodmaterial finns tillgängliga baserat på basmetallmaterialet; elektroderna finns i lågkolstål, högkolstål, gjutjärn, speciallegeringar etc.
- styrka och seghet: elektrodernas utbyte, draghållfasthet och seghet varierar beroende på svetsfoghållfasthetskravet.
- kemisk sammansättning: kemisk sammansättning av svetsmetallen som tenderar att förbättra svetsfogens egenskaper.
- Järnpulverinnehåll: Järnpulverinnehåll i beläggningen för att förbättra metallavsättning och produktivitet; det begränsar dock svetspositionerna.
- Svetsposition: olika elektroder används för olika svetspositioner.
svetselektroder Driftsvariabler
under svetsning påverkar olika variabler svetselektroder, och svetsaren styr dessa variabler, variablerna är:
- strömstyrka (strömstyrka): strömstyrka bestäms av elektrodens storlek och svetsposition, elektrodtillverkaren anger det rekommenderade strömstyrkan. Låg strömstyrka ger oregelbunden svetspärlform och brist på fusion och penetration. Hög strömstyrka resulterar i överdriven penetration, bränna igenom, underskärning, och kan skada elektroden på grund av överhettning.
- båglängd (spänning): svetsaren styr båglängden under svetsning genom att bibehålla avståndet mellan svetselektroden och oädel metall och styr därför bågspänningen, bågspänning är den spänning som krävs för att upprätthålla bågen under svetsning. Lågspänningen orsakar dålig penetration, slagginkludering och instabil båge. Högspänningen genererar överdriven stänk och orsakar porositet och oregelbunden svetspärlform.
- körhastighet: Beroende på att svetsningen utförs med strängpärlor eller genom vävning kallas längden på svetsavsättningen från en standardelektrod Runout Length (ROL) och den definieras i svetsprocedurspecifikationen (WPS). Snabb körhastighet ger smal svets pärla, slagg integration och dålig fusion och penetration. Långsam körhastighet ger oregelbunden svetspärlform, överdriven avsatt svets och kallt varv.
- körvinkel: beroende på svetsläge elektrodvinkeln är inställd. Bakre, vertikala eller Ledande är den kända rörelsevinkelpositionen som påverkar svetspenetration och metallavsättning.
- Manipulation: Svetsmanipulationstekniker varierar mellan svetsare; tekniken beror på elektrodtyp, ström, svetsposition, svetspass-typ (rot, fyllning eller lock) och fogdesign.
 rapportera denna annons
rapportera denna annons
typ av ström för svetselektroder
likström – elektrod positiv (DC+)
svetselektroden är den positiva polen i svetskretsen, och basmetallen är den negativa polen. Värmen som genereras av svetsning fördelar sig till två tredjedelar på elektrodspetsen och en tredjedel på basmetallen.
Likströmselektrod negativ (DC–)
svetselektroden är den negativa polen i svetskretsen, och basmetallen är den positiva polen. Värmen som genereras av svetsning fördelar sig till en tredjedel på elektrodspetsen och två tredjedelar på basmetallen.
växelström (AC)
strömmen växlar mellan svetselektroden och oädel metall. Värmen som genereras genom svetsning fördelas lika mellan elektrodspetsen och basmetallen.