eletrodos de soldagem para soldagem a arco de metal blindado (SMAW) ou soldagem manual a arco de metal (MMA), como são conhecidos, consistem em um fio de núcleo coberto com o que é chamado de revestimento de fluxo. O fio é feito de aço de baixa qualidade, e as propriedades do metal depositado são então aprimoradas pelos aditivos de refino incluídos no revestimento de fluxo.
Revestimento De Fluxo de eletrodos de soldagem
o revestimento de fluxo contém componentes metálicos e não metálicos que são adicionados para melhorar as propriedades específicas da Junta de solda. O fluxo de revestimento desempenha um papel vital na estabilização do arco, produz gás de proteção que protege o arco de solda e o metal fundido de contaminação pelo ar, produzir escória que protege o metal de solda, controle de teor de hidrogênio, refina o metal de solda, acrescentou necessário de elementos de liga, com base na soldagem de requisitos da aplicação, e ajuda no arco de ignição.
por exemplo, o manganês adicionado ao revestimento de fluxo como um componente que melhora a tenacidade e a resistência do metal de solda; além disso, o silício adicionado como um elemento desoxidante que interage com o metal de solda fundido e forma sílica de óxido que remove o oxigênio do metal de solda.
um pó de metal é adicionado aos eletrodos de soldagem produzindo o que chamamos de eletrodos de pó de Metal. Os eletrodos de pó de Metal podem lidar com um nível de corrente de soldagem mais alto. Consequentemente, dá uma taxa de depósito mais alta do metal comparada com um elétrodo que não contém nenhum pó do ferro. A taxa de depósito de metal aumenta, mas, ao mesmo tempo, a força do arco é reduzida, o que reduz a penetração do cordão.
eletrodos de pó de Metal aumentam a taxa de deposição de metal em até 140%; no entanto, o uso de eletrodos de pó de metal é limitado a posições de soldagem planas, horizontais e verticais.
grupos de eletrodos SMAW
à medida que o revestimento de fluxo aumenta as propriedades e, consequentemente, as características do metal de solda. Os eletrodos SMAW são agrupados com base em seu tipo de revestimento de fluxo em três grupos; os três principais grupos são:
- básico.
- Rutilo.
- celulósico.
cada tipo de revestimento de fluxo possui certos componentes metálicos e não metálicos que afetam significativamente as propriedades da solda.
Eletrodos De Bastão revestidos Básicos
o revestimento básico do eletrodo consiste em cerca de 80% dos componentes básicos, principalmente carbonato de cálcio (CaCO3) e fluorita de cálcio (CaF2).
propriedades dos eletrodos Básicos
- o arco dos eletrodos de bastão revestidos básicos contém pouco oxigênio; portanto, a queima de elementos de liga é baixa.
- energia de alto impacto da solda de eletrodos básicos, especialmente em baixas temperaturas.
- os elétrodos revestidos básicos da vara produzem a soldadura altamente elongable com um baixo ponto de rendimento do metal da solda.
- pureza metalúrgica alta da soldadura em que reduz o risco de rachamento quente.
- menor quantidade de hidrogênio em que reduz o risco de rachaduras a frio.
- a escória revestida básica do elétrodo da vara reage com as impurezas do metal tais como o enxofre e o fósforo, que melhora propriedades das soldas.
- os elétrodos revestidos básicos da vara dão o metal limpo da solda, que melhora as propriedades mecânicas, especialmente a dureza.
eletrodos Básicos pontos a considerar
- o soldador deve manter um arco curto durante a soldagem para evitar porosidade da soldagem.
- a escória revestida básica dos elétrodos da vara é grossa e viscosa; daqui, a habilidade alta do soldador é essencial produzir soldas sem inclusões da escória.
- a remoção de escória é mais desafiadora com eletrodos básicos, pois o perfil de solda é convexo em sua forma.
- eletrodos de bastão revestidos Básicos requerem cozimento para minimizar o teor de umidade no revestimento básico para ter baixos níveis de hidrogênio em solda-metal.
os elétrodos Básicos usam
- uso para construções rígidas que exigem a solda elongable alta com baixo ponto de rendimento do metal da solda.
- Use para soldar diferentes tipos de aço, incluindo aço de maior resistência.
- Use para soldar aço contaminado e aço com alto teor de enxofre e fósforo, que eletrodos básicos transferem todas as impurezas para uma escória.
- Use para aplicações de soldagem que exigem alta tenacidade à fratura em baixa temperatura de operação.
- Use para encolher peças e componentes.
eletrodos Básicos procedimento de cozimento
a fabricação de eletrodos SMAW produz eletrodos com baixo teor de umidade À medida que os eletrodos passam por um processo de cozimento em alta temperatura durante a produção.
os eletrodos são geralmente embalados em recipientes selados; o recipiente deve ser mantido em sua condição controlada por umidade fechada e armazenado em condições secas.

uma Vez que o recipiente é aberto, eletrodos tendem a absorver a umidade e, em seguida, os eletrodos devem ser re-assada em um forno a 325ºC±25°C por uma hora ou 250~275ºC por duas horas e, em seguida, realizada em uma holding forno a 150ºC antes de serem emitidos em estremece para os soldadores.
geralmente, os eletrodos podem ser re-cozidos duas ou três vezes sem afetar a integridade do revestimento de fluxo e desempenho de soldagem; no entanto, o fabricante do eletrodo especificará o número máximo de eletrodos re-cozimento.
os elétrodos revestidos básicos da vara são soldados com corrente contínua no polo + (C. C.+) ou com corrente alternada (C. A.).
Eletrodos De Bastão revestidos com Rutilo
o revestimento do eletrodo rutilo consiste em cerca de 90% dos componentes rutilo, principalmente dióxido de titânio (TiO2), reduzido para 50% em eletrodos Rutilo de carbono e aço carbono-manganês.
tipos de eletrodos Rutilo
os eletrodos Rutilo são eletrodos multifuncionais, divididos em categorias baseadas na espessura do revestimento do eletrodo e no tipo de mistura de componentes; os principais tipos são:
R Tipo – Transferência globular grande revestida fina, o eletrodo tem uma boa capacidade de Ponte; portanto, os eletrodos R são usados para soldagem de chapas metálicas.
tipo RC – soldagem de espessura média e boa viscosa, o eletrodo é apropriado para soldagem vertical para baixo.
RR tipo – grosso revestido transferência de inclinação fina; o eletrodo produz alta deposição e soldas suaves.
tipos RB-transferência grossa de tamanho intermediário revestida grossa, o eletrodo produz boas soldas de tenacidade e resistência melhor do que os tipos RR, alta eficiência de deposição. Eles são geralmente usados na construção de dutos, engenharia de aço estrutural para preenchimento de juntas e soldagem de raízes.
propriedades dos elétrodos do Rutilo
- o arco revestido Rutilo dos elétrodos da vara é muito liso e estável.
- o arco revestido Rutilo dos elétrodos da vara tem um efeito menos de oxidação; a atmosfera do arco é neutra.
- os elétrodos Rutile produzem um perfil liso da solda.
- os elétrodos Rutile produzem a camada fina da escória que é fácil de remover.
- os eletrodos Rutilo são os mais fáceis de usar ao compará-los com outros tipos de eletrodos.
eletrodos Rutilo pontos a considerar
- eletrodos de bastão revestidos Rutilo não podem ser cozidos, pois contêm cerca de 10% de celulose; portanto, eles incluem umidade relativamente alta e produzem altas soldas de hidrogênio.
- os elétrodos Rutile não são usados soldando o aço de grande resistência ou a seção de aço grossa devido ao risco de rachar-se devido às soldas altas produzidas do hidrogênio.
- os elétrodos revestidos Rutile da vara produzem soldas da baixa dureza em baixas temperaturas.
os elétrodos Rutile usam
- os elétrodos revestidos Rutile da vara são usados para a fabricação de uso geral do aço unalloyed de baixa resistência.
- os elétrodos Rutile são usados para aumentar a taxa de produção da soldadura adicionando o pó do ferro ao revestimento, que aumenta a taxa de depósito do metal.
- os elétrodos revestidos Rutile da vara são apropriados para soldar seções de aço finas.
Arame revestido vara eletrodos são soldados com corrente direta no pólo – (DC), corrente contínua em a + pólo (CC+) ou com corrente alternada (CA).
Eletrodos Revestidos de celulose
o revestimento do eletrodo de estoque de celulose consiste em cerca de 40% de substâncias em combustão (celulose).
propriedades dos eletrodos de celulose
- eletrodos de bastão revestidos de celulose são usados de forma eficiente para soldagem vertical.
- eletrodos de bastão revestidos de celulose produzem uma alta velocidade de soldagem a uma alta taxa de deposição.
- eletrodos de celulose quebras de revestimento durante a soldagem produzindo monóxido de carbono, dióxido de carbono e hidrogênio que atuam como um gás de proteção que protege o metal fundido.
- o hidrogênio formado a partir da fusão do revestimento do eletrodo produz uma tensão de arco relativamente alta.
- os eletrodos de celulose produzem uma soldagem de boa a excelente qualidade para costuras circulares seguras (tubulações).
- os eletrodos de celulose produzem um volume relativamente pequeno de escória.
eletrodos de celulose pontos a considerar
- eletrodos de bastão revestidos de celulose não podem ser cozidos durante a fabricação ou antes da soldagem, pois o cozimento destruiria a celulose; portanto, eles incluem umidade relativamente alta e produzem altas soldas de hidrogênio.
- os eletrodos de celulose estão associados ao risco de quebra de hidrogênio devido às altas soldas de hidrogênio produzidas.
- como medida de controle, outra passagem de solda para seguir a passagem da raiz do eletrodo de celulose enquanto o cordão de solda ainda está quente para facilitar a fuga de hidrogênio e minimizar o risco de rachaduras de hidrogênio. A segunda passagem de solda que foi realizada enquanto a passagem da raiz ainda está quente é chamada (passagem quente).
- os eletrodos de celulose são limitados em uso para soldar aço de alta resistência ou seção de aço grosso devido ao risco de rachaduras devido às altas soldas de hidrogênio produzidas.
- os elétrodos revestidos celulose da vara produzem soldas da baixa dureza em baixas temperaturas.
- eletrodos de celulose produzem fumaça alta durante a soldagem; no entanto, não distrai ao trabalhar em espaços abertos.
- um soldador altamente qualificado é necessário durante a soldagem de posição vertical para baixo para uma solda de som.
- uma fonte de alimentação especial de soldagem vertical com características de regulação de tensão muito íngremes e tensões sem carga de ≥ 80 deve ser usada.
- o ajuste adequado da junta é essencial, com alinhamento adequado das bordas da placa e abertura constante da raiz.
eletrodos de celulose usa
- eletrodos de bastão revestidos de celulose usados em soldagem vertical a uma velocidade mais rápida e menor risco de falta de penetração e falta de fusão.
- os eletrodos de celulose são os eletrodos mais adequados para realizar soldagem por passagem de raiz em alta velocidade e boa penetração.
- os elétrodos da Vara da celulose são sabidos soldando a passagem da raiz dos encanamentos com boa penetração.
- eletrodos de bastão de celulose são usados na soldagem de juntas verticais e circunferenciais em tanques de armazenamento de óleo.
eletrodos de bastão revestidos de celulose são soldados com corrente contínua no Pólo+ (DC+) ou com corrente alternada (AC).
classificação de eletrodos de soldagem
vários padrões internacionais classificam eletrodos de soldagem; os padrões europeus e americanos são os padrões mais comuns usados para classificar eletrodos. A classificação do eletrodo é baseada nos requisitos de teste identificados pelos padrões nos depósitos de solda para verificar se as soldas atendem às propriedades mecânicas e aos requisitos de composição química. Os fabricantes de eletrodos tendem a certificar seus eletrodos pela maioria dos padrões internacionais para uso mais amplo.
os padrões internacionais mais comuns que classificam os eletrodos de soldagem são:
- ISO 2560-Consumíveis de soldagem (eletrodos cobertos para soldagem manual a arco de metal de aços não ligados e de grãos finos).
- AWS A5. 1-Especificação para eletrodos de aço carbono para soldagem a Arco de metal blindado.
- AWS A5. 5-Especificação para eletrodos de aço de baixa liga para soldagem a Arco de Metal blindado.
ISO 2560 Classificação
ISO 2560 Norma classifica os eletrodos revestidos manual do metal de solda a arco de não-liga e aços de grão fino; o padrão é dividido em dois sistemas de classificação, o Sistema de “Um” e o Sistema “B” a seguir,:
- ISO 2560 Sistema de Classificação “A”: Classificação por força de rendimento e 47 J a energia do impacto.
- sistema de classificação ISO 2560 “B”: Classificação por resistência à tração e energia de impacto 27 J.
o fabricante do eletrodo imprime uma designação específica em cada eletrodo para identificar suas propriedades e uso com base em um dos dois sistemas acima.
sistema de classificação ISO 2560 “a”
a designação é dividida em obrigatória e opcional; no sistema “a” a designação obrigatória inclui resistência ao rendimento, energia de impacto, composição química e tipo de revestimento de eletrodo. O opcional inclui o índice de hidrogênio difusível, a posição da soldadura, e a recuperação do metal, e o tipo de corrente.
as seções obrigatórias devem ser identificadas e impressas nos eletrodos, enquanto as seções opcionais não são obrigatórias e podem não ser mostradas em todos os eletrodos.

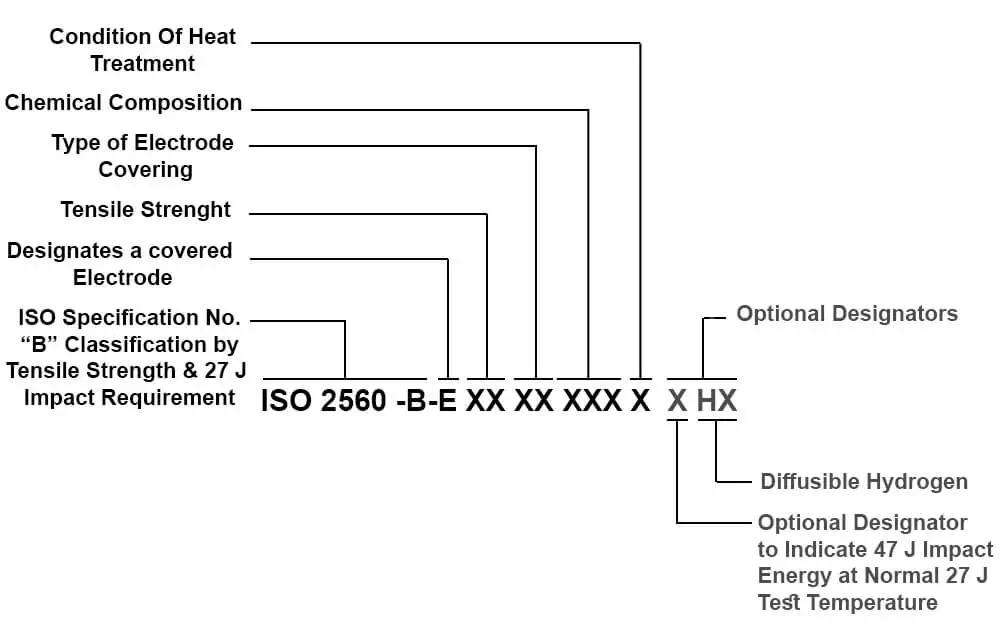
sistema de classificação ISO 2560 ” B ”
a designação é dividida em obrigatória e opcional; no sistema “B” a designação obrigatória inclui resistência à tração, tipo de revestimento de eletrodo, composição química e condição de tratamento térmico. O opcional inclui o índice de hidrogênio difusível e a energia de impacto 47 J na temperatura normal do teste 27 J.
as seções obrigatórias devem ser identificadas e impressas nos eletrodos, enquanto as seções opcionais não são obrigatórias e podem não ser mostradas em todos os eletrodos.
AWS a 5.1 e AWS A5.5
os padrões AWS A5.1 e A5.5 classificam eletrodos de aço carbono e eletrodos de aço de baixa liga para soldagem a arco de metal blindado. A designação do eletrodo é dividida em obrigatória e suplementar; os designadores obrigatórios e suplementares devem ser impressos em cada eletrodo de acordo com os requisitos do sistema de classificação.
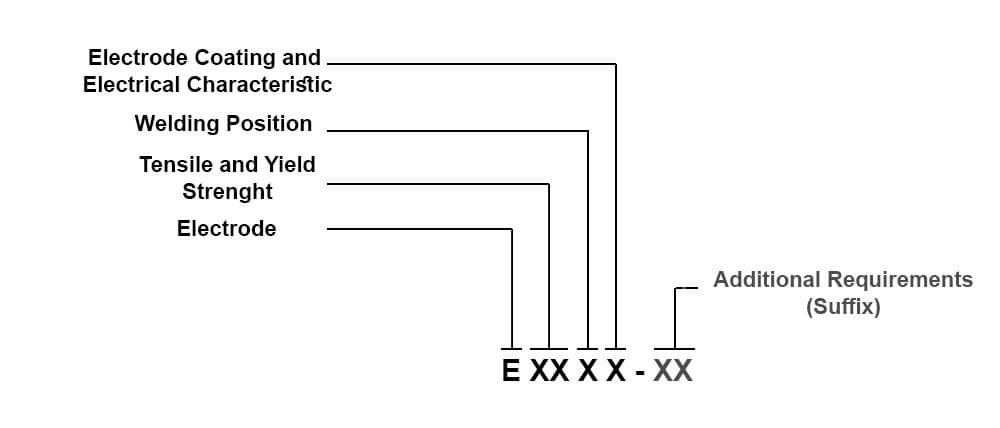
cada dígito da designação do eletrodo é usado para designar um requisito específico do padrão da seguinte forma:
E – Eletrodo
Resistência à Tração e elasticidade – em PSI do metal de solda
- E60xx – Resistência à Tração de 60.000 psi
- E70xx – Resistência à Tração de 70.000 psi
- E80xx – Resistência à Tração de 80.000 psi
- E90xx – Resistência à Tração de 90.000 psi
- E100xx – Resistência à Tração de 100.000 psi
- E110xx – Resistência à Tração de 110.000 psi
- E120xx – Resistência à Tração de 120.000 psi
Posições de Soldagem
- Exx1x Plana, Horizontal, Vertical (para cima), a Sobrecarga.
- Exx2x Flat, Horizontal.
- Exx3x Flat.
- Exx4x Flat, Horizontal, Overhead, Vertical (down).
Electrode Coating
- Exxx0 – Cellulose, Sodium
- Exxx1 – Cellulose, Potassium
- Exxx2 – Rutile, Sodium
- Exxx3 – Rutile, Potassium
- Exxx4 – Rutile, Iron Powder
- Exxx5 – Low Hydrogen, Sodium
- Exxx6 – Low Hydrogen, Potassium
- Exxx7 – Iron Powder, Iron Oxide
- Exxx8 – Low Hydrogen, Iron Powder
- Exxx9 – Iron Oxide, Rutile, Potassium
Electrode Current and Penetration
- Exxx0 – DC+ (Deep Penetration)
- Exxx1 – AC/DC+ (Deep Penetration)
- Exxx2 – AC/DC- (Medium Penetration)
- Exxx3 – AC/DC+/DC- (Light Penetration)
- Exxx4 – AC/DC+/DC- (Medium Penetration)
- Exxx5 – DC+ (Medium Penetration)
- Exxx6 – AC/DC+ (Medium Penetration)
- Exxx7 – AC/DC- (Medium Penetration)
- Exxx8 – AC/DC+ (Medium Penetration)
- Exxx9 – AC/DC+/DC- (Medium Penetration)
Additional Requirements as per AWS A5.1
- (1) – significa maior tenacidade para eletrodos E7018 ou maior ductilidade para eletrodos E7024.
- (M) – significa que o eletrodo atende à maioria dos requisitos militares; os requisitos militares são geralmente maior tenacidade, menor teor de umidade e limites específicos de hidrogênio difusíveis para metal de solda.
- (H4), (H8) ou (H16) – indica o limite máximo de hidrogênio difusível medido em milímetros por 100 gramas (mL/100g).
- H4 significa 4mL por 100 gramas.
- H8 significa 8mL por 100 gramas.
- H16 significa 16mL por 100 gramas.
requisitos adicionais de acordo com o AWS A5.5
- (A1) – Tipo de liga de aço: carbono-molibdênio.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) – tipo de liga de Aço: Cromo-Molibdênio com porcentagem diferente.
- (C1) / (C1L) / (C2) / (C2L) / (C3) – tipo de liga de aço: aço níquel com porcentagem diferente.
- (NM) – tipo de liga de aço: níquel-molibdênio.
- (D1) / (D2) / (D3) – Tipo De Liga De Aço: Manganês-Molibdênio.
- (W) – aço de intemperismo.
- (G) – nenhuma química exigida.
- (M) – Grau Militar.
Artigo Relacionado: Um Guia Para 6010, 6011, 6013 E 7018 Hastes de Solda

Taxa de Deposição de Eletrodos de Solda
A taxa de deposição de eléctrodos de soldadura é a taxa de fundição do metal de solda pode ser depositado expressa em gramas, quilogramas ou libras por hora. O cálculo é baseado em operação contínua, excluindo o tempo de parada consumido durante a inserção de um novo eletrodo, escória de limpeza ou qualquer outro motivo externo.
Eletrodos de Solda de Inspeção
eletrodos de Solda a inspeção antes do uso é essencial para evitar defeitos de solda que podem resultar do uso de eletrodos que não atender aos requisitos, os seguintes pontos geralmente são verificados:
tamanho do Eletrodo
diâmetro do Eletrodo e o comprimento tem que atender os requisitos, normalmente, 350-450mm de comprimento e 2,5-6 mm de diâmetro do eletrodo; no entanto, outros comprimentos e diâmetros estão disponíveis.
condição de revestimento do eletrodo
o revestimento de fluxo tem que libertar de rachaduras e cavacos; o fio do núcleo de aço deve ser concêntrico com igual espessura de revestimento e aderência adequada entre o revestimento e o núcleo do fio é essencial.
Designação do eletrodo
a designação do eletrodo deve atender aos requisitos do projeto de soldagem e, portanto, é essencial verificar se as seguintes designações e certificar-se de que correspondem aos requisitos das juntas de soldagem.
- Material: Vários materiais de eletrodo de soldagem estão disponíveis com base no material de metal base; os eletrodos vêm em aço de baixo carbono, aço de alto carbono, ferro fundido, ligas especiais, etc.
- resistência e tenacidade: o rendimento dos eletrodos, as resistências à tração e a tenacidade variam de acordo com o requisito de resistência da Junta de solda.
- composição química: composição química do metal de solda que tende a melhorar a característica da Junta de solda.
- índice do pó do ferro: índice do pó do ferro no revestimento para aumentar o depósito e a produtividade do metal; no entanto, limita as posições de soldagem.
- posição de soldagem: diferentes eletrodos são usados para diferentes posições de soldagem.
Eletrodos de Solda Operação Variáveis
Durante a soldagem, diversas variáveis que afetam eletrodos de solda, e o soldador controla essas variáveis, as variáveis são:
- Corrente (Amperagem): a Corrente é determinada pelo tamanho do eletrodo e da posição de soldagem, o eletrodo fabricante especifica o recomendado amperagem valor. A baixa amperagem produz a forma irregular do grânulo da solda e a falta da fusão e da penetração. A alta amperagem resulta em penetração excessiva, queima, corte inferior e pode danificar o eletrodo devido ao superaquecimento.
- comprimento do Arco (Tensão): O soldador controlar o comprimento do arco durante a soldagem, mantendo a distância entre o arame e o metal de base e, portanto, controla a tensão do arco, a tensão do arco é a tensão necessária para manter o arco durante a soldagem. A baixa tensão causa má Penetração, inclusão de escória e Arco instável. A alta tensão gera respingos excessivos e causa porosidade e forma irregular do cordão de solda.
- velocidade de viagem: Dependendo da realização da soldagem por contas de longarina ou por tecelagem, o comprimento do depósito de solda de um eletrodo padrão é chamado de comprimento de Runout (ROL) e é definido na especificação do procedimento de soldagem (WPS). A velocidade rápida do curso produz o grânulo Estreito da solda, a inclusão da escória e a fusão e a penetração pobres. A velocidade lenta do curso produz a forma irregular do grânulo da solda, a solda depositada excessiva, e o regaço frio.
- ângulo de curso: dependendo da posição de soldagem, o ângulo do eletrodo é definido. Trailing, vertical ou principal são a posição conhecida do ângulo de viagem que afeta a penetração da solda e a deposição de metal.Manipulação: as técnicas de manipulação de soldagem variam entre soldadores; a técnica depende do tipo de eletrodo, corrente, posição de soldagem, tipo de passagem de soldagem (raiz, preenchimento ou tampa) e design de junta.
 relatório este anúncio
relatório este anúncio
Tipo de Corrente para a Soldagem de Eletrodos
Corrente contínua – Eletrodo Positivo (CC+)
A soldagem eletrodo é o pólo positivo no circuito de soldagem e o metal de base é o pólo negativo. O calor gerado pela soldagem distribui para dois terços na ponta do eletrodo e um terço no metal base.
corrente contínua – eletrodo negativo (DC-)
o eletrodo de soldagem é o pólo negativo no circuito de soldagem, e o metal base é o pólo positivo. O calor gerado pela soldagem distribui para um terço na ponta do eletrodo e dois terços no metal base.
corrente alternada (CA)
a corrente está alternando entre o eletrodo de soldagem e o metal base. O calor gerado pela soldagem é distribuído igualmente entre a ponta do eletrodo e o metal base.