svejseelektroder til afskærmet metalbuesvejsning (SMA) eller manuel metalbuesvejsning (MMA), som de er kendt, består af en kernetråd dækket med det, der kaldes flusbelægning. Tråden er lavet af stål af lav kvalitet, og egenskaberne af det deponerede metal forbedres derefter af de raffineringsadditiver, der er inkluderet i flusbelægningen.
svejseelektroder Flusbelægning
flusbelægningen indeholder metalliske og ikke-metalliske komponenter, der tilsættes for at forbedre svejseforbindelsens specifikke egenskaber. Flusbelægningen spiller en vigtig rolle i lysbuestabilisering, producerer beskyttelsesgas, der beskytter svejsebuen og smeltet metal mod forurening med luft, producerer slagge, der beskytter svejsemetallet, styrer brintindholdet, forfiner svejsemetallet, tilføjer nødvendige legeringselementer baseret på kravene til svejseanvendelse og hjælper med lysbueantændelse.
for eksempel mangan tilsat til flusbelægningen som en komponent, der forbedrer svejsemetallets sejhed og styrke; desuden tilsættes silicium som et afoksidiserende element, der interagerer med det smeltede svejsemetal og danner silica, der fjerner ilt fra svejsemetallet.
et metalpulver tilsættes til svejseelektroder, der producerer det, vi kalder Metalpulverelektroder. Metalpulverelektroder kan håndtere højere svejsestrømniveau. Derfor giver det en højere metalaflejringshastighed sammenlignet med en elektrode, der ikke indeholder jernpulver. Metalaflejringshastigheden stiger, men samtidig reduceres buekraften, hvilket reducerer perlepenetration.
metalpulverelektroder øger metalaflejringshastigheden op til 140%; brug af metalpulverelektroder er dog begrænset til flade, vandrette og lodrette svejsepositioner.
SMAV elektroder grupper
som flusbelægningen forbedrer egenskaberne og dermed egenskaberne af svejsemetallet. SMA-elektroderne er grupperet baseret på deres flusbelægningstype i tre grupper; de tre vigtigste grupper er:
- grundlæggende.
- Rutil.
- celluloseholdige.
hver type flusbelægning har visse metalliske og ikke-metalliske komponenter, der påvirker svejseegenskaberne væsentligt.
Basiscoatede Stavelektroder
basiscoatingbelægningen består af ca.80% af basiskomponenterne, hovedsageligt calciumcarbonat (CaCO3) og calciumfluorit (CaF2).
Basiselektroderegenskaber
- buen af basisbelagte stokelektroder indeholder lidt ilt; derfor er udbrændingen af legeringselementer lav.
- høj effektenergi af basiselektroderne svejses, især ved lave temperaturer.
- Basiscoatede stavelektroder producerer meget langstrakt svejsning med et lavt svejsemetaludbyttepunkt.
- høj metallurgisk renhed af svejsningen, som reducerer risikoen for varm revner.
- lavere mængde brint, som reducerer risikoen for kold revner.
- den grundlæggende coated stick elektrode slagge reagerer med metal urenheder såsom svovl og fosfor, som forbedrer svejsninger egenskaber.
- de grundlæggende overtrukne pindelektroder giver rent svejsemetal, hvilket forbedrer de mekaniske egenskaber, især sejhed.
grundlæggende elektroder peger på at overveje
- svejseren skal opretholde en kort bue under svejsning for at undgå svejseporøsitet.
- Basiscoated stick elektroder slagge er tyk og tyktflydende; derfor er høj svejser dygtighed afgørende for at producere svejsninger uden slagger inklusioner.
- fjernelse af slagger er mere udfordrende med basiselektroder, da svejseprofilen er konveks i sin form.
- Basiscoatede stavelektroder kræver bagning for at minimere fugtindholdet i basiscoatingen for at have lave brintniveauer i svejsemetal.
Basiselektroder bruger
- brug til stive konstruktioner, der kræver høj langstrakt svejsning med lavt svejsemetaludbyttepunkt.
- brug til svejsning af forskellige stålkvaliteter, herunder stål med højere styrke.
- brug til svejsning af forurenet stål og stål med højt svovl-og fosforindhold, hvilke basiske elektroder overfører alle urenheder til en slagge.
- anvendes til svejseopgaver, der kræver høj brudsejhed ved lav driftstemperatur.
- brug til krympende dele og komponenter.
grundlæggende elektroder Bagningsprocedure
fremstilling af SMA-elektroder producerer elektroder med lavt fugtindhold, når elektroderne passerer gennem en bagningsproces ved en høj temperatur under produktionen.
elektroderne pakkes normalt i lukkede beholdere; beholderen skal opbevares i deres uåbnede fugtstyrede tilstand og opbevares i tør tilstand.

når beholderen er åbnet, har elektroderne en tendens til at absorbere fugt, og derefter skal elektroderne bages igen i en ovn ved 325 liter C 25 liter C i en time eller 250~275 liter i to timer og derefter holdes i en holdeovn ved 150 liter, før de udstedes i Kogger til ovnen svejsere.
normalt kan elektroder bages igen to eller tre gange uden at påvirke integriteten af flusbelægningen og svejseydelsen; fabrikanten af elektroden vil dog angive det maksimale antal elektroder, der genbages.
Basiscoatede stavelektroder svejses med jævnstrøm ved + – stangen (DC+) eller med vekselstrøm (AC).
Rutilbelagte Stavelektroder
rutilelektrodeovertrækningen består af ca.90% rutilkomponenter, hovedsageligt titaniumdiokse (TiO2), reduceret til 50% i rutilelektroder af kulstof og kulstofmanganstål.
Rutilelektroder typer
Rutilelektroder er universalelektroder, opdelt i kategorier baseret på elektrodebelægningstykkelse og blandingstype; hovedtyperne er:
R type-Tyndbelagt stor kugleformet overførsel, elektroden har en god brodannelsesevne; derfor bruges R – elektroderne til pladesvejsning.
RC type – medium-tyk svejsning og god viskøs, elektroden er passende til lodret ned svejsning.
RR type-tyk belagt fin hængende overførsel; elektroden producerer høj aflejring og glatte svejsninger.
RB typer – tyk belagt mellemstor grov overførsel, elektroden producerer god sejhed og styrke svejsninger bedre end RR typer, høj deposition effektivitet. De bruges normalt i rørledningskonstruktion, strukturel stålkonstruktion til fyldning af samlinger og rodsvejsning.
Rutilelektroder egenskaber
- rutilbelagte stick elektroder bue er meget glat og stabil.
- rutilbelagte stavelektroder bue har en mindre brandnærende virkning; lysbueatmosfæren er neutral.
- Rutilelektroder producerer en glat svejseprofil.
- Rutilelektroder producerer tyndt slagglag, der er let at fjerne.
- Rutilelektroder er de nemmeste at bruge, når man sammenligner det med andre elektrodetyper.
Rutilelektroder punkter at overveje
- Rutilbelagte stokelektroder kan ikke bages, da de indeholder ca.10% cellulose; derfor inkluderer de relativt høj fugtighed og producerer svejsninger med højt brint.
- Rutilelektroder anvendes ikke til svejsning af højstyrkestål eller tykt stålsektion på grund af risikoen for revner på grund af de producerede svejsninger med højt brint.
- Rutilbelagte stavelektroder producerer svejsninger med lav sejhed ved lave temperaturer.
Rutile elektroder bruger
- Rutile coatede stick elektroder anvendes til generelle formål fremstilling af lav styrke ulegeret stål.
- Rutilelektroder bruges til at øge svejseproduktionshastigheden ved at tilsætte jernpulver til belægningen, hvilket øger metalaflejringshastigheden.
- Rutilbelagte stavelektroder er egnede til svejsning af tynde stålsektioner.
Rutilbelagte pindelektroder svejses med jævnstrøm ved – Polen (DC-), jævnstrøm ved + Polen (DC+) eller med vekselstrøm (AC).
Cellulosebelagte Stavelektroder
cellulosestammen elektrode belægning består af omkring 40% af forbrændingsstoffer (cellulose).
Celluloseelektroder egenskaber
- Cellulosebelagte stick elektroder anvendes effektivt til lodret ned svejsning.
- Cellulosebelagte stavelektroder producerer en høj svejsehastighed ved en høj aflejringshastighed.
- Celluloseelektroder belægning bryder under svejsning producerer kulilte, kulilte og brint, der fungerer som en beskyttelsesgas beskytter det smeltede metal.
- det dannede brint fra elektrodebelægningssmeltning producerer relativt høj lysbuespænding.
- Celluloseelektroder producerer en god til fremragende kvalitetssvejsning til sikre cirkulære sømme (rørledninger).
- Celluloseelektroder producerer et relativt lille volumen slagge.
Celluloseelektroder peger på at overveje
- Cellulosebelagte stavelektroder kan ikke bages under fremstillingen eller før svejsning, da bagning ville ødelægge cellulosen; derfor inkluderer de relativt høj fugtighed og producerer svejsninger med højt brint.
- Celluloseelektroder er forbundet med risikoen for brintkrakning på grund af de producerede svejsninger med højt brint.
- som en kontrolforanstaltning skal en anden svejsepas følge celluloseelektroden, mens svejseperlen stadig er varm for at lette brintudslip og minimere risikoen for brintsprækker. Det andet svejsepas, der blev udført, mens rodpasset stadig er varmt, kaldes (hot-pass).
- Celluloseelektroder er begrænset til svejsning af højstyrkestål eller tykt stålsektion på grund af risikoen for revner på grund af de producerede svejsninger med højt brint.
- Cellulosebelagte stavelektroder producerer svejsninger med lav sejhed ved lave temperaturer.
- Celluloseelektroder producerer høj røg under svejsning; det distraherer dog ikke, når man arbejder i åbne rum.
- der kræves en højtuddannet svejser under lodret ned-positionssvejsning for en lydsvejsning.
- en særlig lodret ned svejsning strømforsyninger med meget stejle spændingsreguleringsegenskaber og ubelastede spændinger på lod 80 skal anvendes.
- fælles korrekt pasform er afgørende med korrekt justering af pladekanter og konstant rodspalte.
Celluloseelektroder bruger
- Cellulosebelagte stavelektroder, der anvendes i lodret ned svejsning med en hurtigere hastighed og lavere risiko for manglende penetration og manglende fusion.
- Celluloseelektroder er de mest egnede elektroder til at udføre rodpassvejsning ved høj hastighed og god penetration.
- Cellulosepindelektroder er kendt for svejsning af rørledninger rodpas med god penetration.
- Cellulosepindelektroder bruges til svejsning af lodrette og perifere samlinger på olielagertanke.
Cellulosebelagte stavelektroder svejses med jævnstrøm ved + – stangen (DC+) eller med vekselstrøm (AC).
klassificering af svejseelektroder
forskellige internationale standarder klassificerer svejseelektroder; europæiske og amerikanske standarder er de mest almindelige standarder, der anvendes til klassificering af elektroder. Elektrodeklassificeringen er baseret på de testkrav, der er identificeret ved standarderne for svejseaflejringerne for at kontrollere, at svejsninger opfylder kravene til mekaniske egenskaber og kemisk sammensætning. Elektroder fabrikanter har tendens til at certificere deres elektroder ved de fleste af de internationale standarder for bredere brug.
de mest almindelige internationale standarder, der klassificerer svejseelektroder, er:
- ISO 2560 – svejseartikler (overdækkede elektroder til manuel metalbuesvejsning af ulegeret stål og finkornet stål).
- av A5.1 – Specifikation for Kulstofstålelektroder til afskærmet Metalbuesvejsning.
- av A5.5 – specifikation for lavlegeret Stålelektroder til afskærmet Metalbuesvejsning.
ISO 2560 klassificering
ISO 2560 standard klassificerer dækkede elektroder til manuel metalbuesvejsning af ulegeret og finkornet stål; standarden er opdelt i to klassificeringssystemer, System “A” og System “B” som følger:
- ISO 2560 klassificeringssystem “A”: klassificering efter flydestyrke og 47 J slagkraft.
- ISO 2560 klassificeringssystem “B”: klassificering efter trækstyrke og 27 J slagkraft.
elektrodefabrikanten udskriver en specifik betegnelse på hver elektrode for at identificere dens egenskaber og anvendelse baseret på et af de to ovennævnte systemer.
ISO 2560 klassificeringssystem “a”
betegnelsen er opdelt i obligatorisk og valgfri; i system “a” omfatter betegnelsen obligatorisk flydestyrke, slagkraft, kemisk sammensætning og elektrodebelægningstype. Den valgfri inkluderer diffusibelt brintindhold, svejseposition og metalgenvinding og type strøm.
de obligatoriske sektioner skal identificeres og udskrives på elektroderne, mens valgfri sektioner ikke er obligatoriske og muligvis ikke vises på alle elektroder.

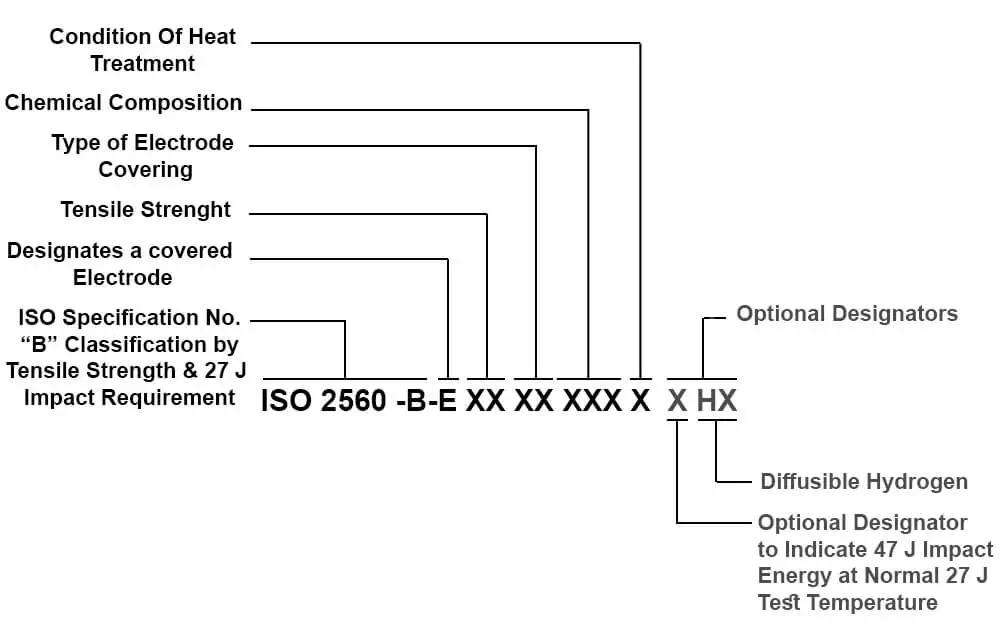
ISO 2560 klassificeringssystem “B”
betegnelsen er opdelt i obligatorisk og valgfri; i system “B” omfatter betegnelsen obligatorisk trækstyrke, type elektrodebelægning, kemisk sammensætning og varmebehandling. Den valgfri inkluderer diffusibelt brintindhold og 47 J slagenergi ved den normale 27 J testtemperatur.
de obligatoriske sektioner skal identificeres og udskrives på elektroderne, mens valgfri sektioner ikke er obligatoriske og muligvis ikke vises på alle elektroder.
av a 5.1 og A5.5
av A5.1 og A5.5 standarder klassificerer kulstofstålelektroder og lavlegerede stålelektroder til afskærmet metalbuesvejsning. Elektrodens betegnelse er opdelt i obligatorisk og supplerende; både obligatoriske og supplerende designatorer skal udskrives på hver elektrode i henhold til klassificeringssystemkrav.
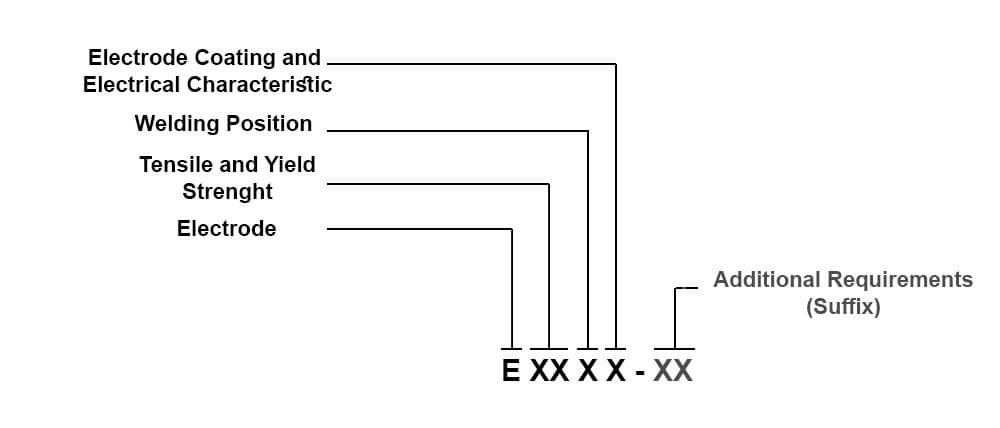
hvert ciffer i elektrodebetegnelsen bruges til at betegne et specifikt krav til standarden som følger:
E – elektrode
trækstyrke og flydespænding – i PSI af svejsemetallet
- E60 – trækstyrke på 60.000 psi
- E70 – trækstyrke på 70.000 psi
- E80 – trækstyrke på 80.000 psi
- E90 – trækstyrke på 90.000 PSI
- E100 – trækstyrke på 100.000 psi
- E110 – trækstyrke på 110.000 psi
- E120 – trækstyrke på 120.000 psi
svejsepositioner
- eks1 flad, vandret, lodret (op), overhead.
- Exx2x Flat, Horizontal.
- Exx3x Flat.
- Exx4x Flat, Horizontal, Overhead, Vertical (down).
Electrode Coating
- Exxx0 – Cellulose, Sodium
- Exxx1 – Cellulose, Potassium
- Exxx2 – Rutile, Sodium
- Exxx3 – Rutile, Potassium
- Exxx4 – Rutile, Iron Powder
- Exxx5 – Low Hydrogen, Sodium
- Exxx6 – Low Hydrogen, Potassium
- Exxx7 – Iron Powder, Iron Oxide
- Exxx8 – Low Hydrogen, Iron Powder
- Exxx9 – Iron Oxide, Rutile, Potassium
Electrode Current and Penetration
- Exxx0 – DC+ (Deep Penetration)
- Exxx1 – AC/DC+ (Deep Penetration)
- Exxx2 – AC/DC- (Medium Penetration)
- Exxx3 – AC/DC+/DC- (Light Penetration)
- Exxx4 – AC/DC+/DC- (Medium Penetration)
- Exxx5 – DC+ (Medium Penetration)
- Exxx6 – AC/DC+ (Medium Penetration)
- Exxx7 – AC/DC- (Medium Penetration)
- Exxx8 – AC/DC+ (Medium Penetration)
- Exxx9 – AC/DC+/DC- (Medium Penetration)
Additional Requirements as per AWS A5.1
- (1) – betyder øget sejhed for e7018-elektroder eller øget duktilitet for E7024-elektroder.
- (M) – betyder elektrode opfylder de fleste militære krav; militære krav er normalt større sejhed, lavere fugtindhold og specifikke diffusible brintgrænser for svejsemetal.
- (H4), (H8) eller (H16) – angiver den maksimale diffusible brintgrænse målt i millimeter pr.100 gram (mL/100 g).
- H4 betyder 4 ml pr.100 gram.
- H8 betyder 8 ml pr.100 gram.
- H16 betyder 16 ml pr.100 gram.
yderligere krav i henhold til A5.5
- (A1)-stållegering Type: Carbon-molybdæn.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) – Stållegeringstype: chrom-molybdæn med forskellig procent.
- (C1) / (C1L) / (C2) / (C2L) / (C3) – Stållegeringstype: Nikkelstål med forskellige procent.
- (NM) – stållegering Type: nikkel-molybdæn.
- (D1) / (D2) / (D3) – Stållegeringstype: Mangan-Molybdæn.
- (h) – forvitring stål.
- (G) – Ingen påkrævet Kemi.
- (M) – Militær Klasse.
relateret artikel: en Guide til 6010, 6011, 6013 og 7018 svejsestænger

svejseelektroder Aflejringshastighed
aflejringshastigheden for svejseelektrode er den hastighed, som smeltet metal fra svejsning kan deponeres udtrykt i gram, kg eller pund pr. Beregningen er baseret på kontinuerlig drift, med undtagelse af den stoppetid, der forbruges under indsættelse af en ny elektrode, rengøringsslagge eller andre eksterne årsager.
inspektion af svejseelektroder
inspektion af svejseelektroder før brug er vigtig for at undgå svejsefejl, der kan skyldes brug af elektroder, der ikke opfylder kravene; følgende punkter verificeres normalt:
Elektrodestørrelse
Elektrodediameter og længde skal opfylde ordrekravene, typisk 350-450 mm længde og 2,5-6 mm elektrodediameter; andre længder og diametre er dog tilgængelige.
Elektrodebelægningstilstand
Flusbelægning skal være fri for revner og spåner; stålkernetråd skal være koncentrisk med samme belægningstykkelse, og korrekt vedhæftning mellem belægningen og trådkernen er afgørende.
Elektrodebetegnelse
Elektrodebetegnelse skal opfylde kravene til svejseprojekter, og det er derfor vigtigt at kontrollere, at følgende betegnelser og sørge for, at de matcher kravene til svejseforbindelse.
- materiale: Forskellige svejseelektrodematerialer er tilgængelige baseret på uædle metaller; elektroderne kommer i kulstofstål, kulstofstål, støbejern, specielle legeringer osv.
- styrke og sejhed: elektroder udbytte, trækstyrke, og sejhed varierer baseret på svejsningen fælles styrke krav.
- kemisk sammensætning: kemisk sammensætning af svejsemetallet, der har tendens til at forbedre svejseforbindelsens karakteristika.
- Jernpulverindhold: jernpulverindhold i belægningen for at forbedre metalaflejring og produktivitet; det begrænser dog svejsepositioner.
- Svejseposition: forskellige elektroder anvendes til forskellige svejsepositioner.
svejseelektroder Driftsvariabler
under svejsning påvirker forskellige variabler svejseelektroder, og svejseren styrer disse variabler, variablerne er:
- strøm (strømstyrke): strømstyrke bestemmes af størrelsen på elektroden og svejsepositionen, elektrodeproducenten specificerer den anbefalede strømstyrkeværdi. Lav strømstyrke producerer uregelmæssig svejsning perle form og mangel på fusion og penetration. Høj strømstyrke resulterer i overdreven penetration, brænder igennem, underskærer og kan beskadige elektroden på grund af overophedning.
- buelængde (spænding): svejseren styrer buelængden under svejsning ved at opretholde afstanden mellem svejseelektroden og uædle metaller og styrer derfor buespændingen, buespænding er den spænding, der kræves for at opretholde lysbuen under svejsning. Den lave spænding forårsager dårlig penetration, slagge inklusion og ustabil bue. Den høje spænding genererer overdreven sprøjt og forårsage porøsitet og uregelmæssig svejsning perle form.
- kørehastighed: Afhængigt af at svejsningen udføres ved hjælp af stringer perler eller ved vævning, kaldes længden af svejseaflejring fra en standardelektrode Runout Length (ROL) og det er defineret i svejseprocedurespecifikationen. Hurtig rejse hastighed producerer smal svejsning perle, slagge inklusion og dårlig fusion og penetration. Langsom kørehastighed producerer uregelmæssig svejseperleform, overdreven deponeret svejsning og koldt skød.
- Kørselsvinkel: afhængig af svejseposition er elektrodevinklen indstillet. Efterfølgende, lodret eller førende er den kendte kørevinkelposition, der påvirker svejsepenetration og metalaflejring.
- Manipulation: Svejsemanipulationsteknikker varierer mellem svejsere; teknikken afhænger af elektrodetype, strøm, svejseposition, svejsepassetype (root, fill-up eller cap) og fælles design.
