svařovací elektrody pro stíněné svařování kovovým obloukem (SMAW) nebo ruční svařování kovovým obloukem (MMA), jak jsou známy, sestávají z jádrového drátu pokrytého tzv. Drát je vyroben z nekvalitní oceli a vlastnosti naneseného kovu jsou pak vylepšeny rafinačními přísadami obsaženými v povlaku tavidla.
svařovací elektrody Flux Coating
povlak tavidla obsahuje kovové a nekovové složky, které se přidávají pro zvýšení specifických vlastností svarového spoje. Povlak toku hraje zásadní roli při stabilizaci oblouku, produkuje ochranný plyn, který chrání svařovací oblouk a roztavený kov před kontaminací vzduchem, produkuje strusku, která chrání svarový kov, řídí obsah vodíku,upřesňuje svarový kov, přidává potřebné legující prvky na základě požadavků na svařovací aplikaci a pomáhá při zapalování obloukem.
například mangan přidán do povlaku tavidla jako složka, která zlepšuje houževnatost a pevnost svarového kovu; kromě toho křemík přidán jako deoxidační prvek, který interaguje s roztaveným svarovým kovem a vytváří oxid křemičitý, který odstraňuje kyslík ze svarového kovu.
ke svařovacím elektrodám se přidává kovový prášek, který produkuje to, čemu říkáme kovové práškové elektrody. Kovové práškové elektrody zvládnou vyšší úroveň svařovacího proudu. Proto poskytuje vyšší rychlost ukládání kovů ve srovnání s elektrodou neobsahující Železný prášek. Rychlost ukládání kovu se zvyšuje, ale současně se snižuje síla oblouku, což snižuje pronikání korálků.
kovové práškové elektrody zvyšují rychlost ukládání kovů až o 140%; použití kovových práškových elektrod je však omezeno na ploché, vodorovné a svislé svařovací polohy.
SMAW elektrody skupiny
jako povlak tavidla zvyšuje vlastnosti a následně vlastnosti svarového kovu. Elektrody SMAW jsou seskupeny podle typu povlaku toku do tří skupin; hlavní tři skupiny jsou:
- základní.
- rutil.
- celulóza.
každý typ povlaku tavidla má určité kovové a nekovové složky, které významně ovlivňují vlastnosti svaru.
základní potažené tyčinkové elektrody
základní elektrodový povlak se skládá z asi 80% základních složek, zejména uhličitanu vápenatého (CaCO3) a fluoritu vápenatého (CaF2).
základní vlastnosti elektrod
- oblouk základních potažených tyčinkových elektrod obsahuje málo kyslíku; proto je vyhoření legujících prvků nízké.
- Vysoká rázová energie základních elektrod svaru, zejména při nízkých teplotách.
- základní potažené tyčinkové elektrody produkují vysoce protáhlé svařování s nízkým bodem kluzu svaru.
- vysoká metalurgická čistota svařování, na které se snižuje riziko praskání za tepla.
- nižší množství vodíku, na kterém se snižuje riziko praskání za studena.
- základní potažená elektrodová struska reaguje s kovovými nečistotami, jako je síra a fosfor, což zlepšuje vlastnosti svarů.
- základní potažené tyčinkové elektrody poskytují čistý svarový kov, což zlepšuje mechanické vlastnosti, zejména houževnatost.
základní elektrody, které je třeba zvážit
- svářeč by měl během svařování udržovat krátký oblouk, aby se zabránilo pórovitosti svařování.
- základní potažená tyčová elektroda struska je tlustá a viskózní; proto je vysoká svářečská dovednost nezbytná pro výrobu svarů bez inkluzí strusky.
- odstraňování strusky je náročnější u základních elektrod, protože svarový profil je konvexní ve svém tvaru.
- základní potažené elektrody vyžadují pečení, aby se minimalizoval obsah vlhkosti v základním povlaku, aby se dosáhlo nízké hladiny vodíku ve svarovém kovu.
základní elektrody používá
- použití pro tuhé konstrukce, které vyžadují vysoký protáhlý svar s nízkým bodem kluzu svaru.
- použití pro svařování různých druhů oceli, včetně oceli s vyšší pevností.
- Používá se pro svařování kontaminované oceli a oceli s vysokým obsahem síry a fosforu, které základní elektrody přenášejí všechny nečistoty do strusky.
- použití pro svařovací aplikace, které vyžadují vysokou lomovou houževnatost při nízké provozní teplotě.
- Používá se pro smršťování dílů a součástí.
základní postup pečení elektrod
výroba elektrod SMAW produkují elektrody s nízkým obsahem vlhkosti, protože elektrody procházejí procesem pečení při vysoké teplotě během výroby.
elektrody jsou obvykle baleny v uzavřených nádobách; kontejner by měl být uchováván v neotevřeném stavu s kontrolou vlhkosti a skladován v suchém stavu.

jakmile je nádoba otevřena, elektrody mají tendenci absorbovat vlhkost a poté by měly být elektrody znovu pečeny v peci při teplotě 325 ° C±25°C po dobu jedné hodiny nebo 250~275 ° C po dobu dvou hodin a poté drženy v přidržovací peci při teplotě 150 ° C, než jsou vydány v toulcích svářečům.
obvykle mohou být elektrody znovu pečeny dvakrát nebo třikrát bez ovlivnění integrity povlaku tavidla a svařovacího výkonu; výrobce elektrody však určí maximální počet opakovaných pečení elektrod.
základní potažené Tyčové elektrody jsou svařeny stejnosměrným proudem na pólu+ (DC+) nebo střídavým proudem (AC).
rutilové tyčinkové elektrody
potah rutilové elektrody sestává z asi 90% rutilových složek, zejména oxidu titaničitého (TiO2), redukovaných na 50% v rutilových elektrodách z uhlíkové a uhlík-Manganové oceli.
typy Rutilních elektrod
rutilové elektrody jsou univerzální elektrody, rozdělené do kategorií na základě tloušťky povlaku elektrod a typu směsi komponent; hlavní typy jsou:
typ R – tenký potažený velký kulový přenos, elektroda má dobrou překlenovací schopnost; proto se R elektrody používají pro svařování plechů.
Typ RC-středně silné svařování a dobré viskózní, elektroda je vhodná pro Vertikální svařování dolů.
RR type-Thick coated fine visící transfer; elektroda vytváří vysokou depozici a hladké svary.
typy RB – tlustý potažený středně velký hrubý přenos, elektroda produkuje dobrou houževnatost a pevnostní svary lepší než typy RR, vysokou účinnost nanášení. Obvykle se používají při konstrukci potrubí, konstrukčním ocelářství pro plnění spojů a svařování kořenů.
rutilové elektrody vlastnosti
- rutil potažené tyčinkové elektrody oblouk je velmi hladký a stabilní.
- obloukové elektrody potažené Rutilem mají méně oxidační účinek; atmosféra oblouku je neutrální.
- rutilové elektrody vytvářejí hladký svarový profil.
- rutilové elektrody vytvářejí tenkou vrstvu strusky, kterou lze snadno odstranit.
- Rutilní elektrody jsou nejjednodušší při porovnání s jinými typy elektrod.
rutilové elektrody je třeba vzít v úvahu
- rutilové tyčinkové elektrody nemohou být pečeny, protože obsahují asi 10% celulózy; proto obsahují relativně vysokou vlhkost a produkují vysoké vodíkové svary.
- rutilové elektrody se nepoužívají pro svařování vysokopevnostní oceli nebo tlustého ocelového průřezu kvůli riziku praskání v důsledku vyrobených vysoce vodíkových svarů.
- rutilové tyčinkové elektrody vytvářejí svary s nízkou houževnatostí při nízkých teplotách.
rutilové elektrody používají
- rutilové tyčinkové elektrody se používají pro všeobecnou výrobu nelegované oceli s nízkou pevností.
- rutilové elektrody se používají ke zvýšení rychlosti výroby svařování přidáním železného prášku do povlaku, což zvyšuje rychlost ukládání kovů.
- rutilové tyčinkové elektrody jsou vhodné pro svařování tenkých ocelových profilů.
rutilové elektrody jsou svařeny stejnosměrným proudem na pólu (DC-), stejnosměrným proudem na pólu + (DC+) nebo střídavým proudem (AC).
tyčinkové elektrody potažené celulózou
celulózový elektrodový povlak sestává z asi 40% spalovacích látek (celulózy).
vlastnosti celulózových elektrod
- celulózou potažené tyčinkové elektrody se účinně používají pro svisle dolů svařování.
- tyčinkové elektrody potažené celulózou vytvářejí vysokou rychlost svařování při vysoké rychlosti nanášení.
- povlak celulózových elektrod se během svařování zlomí a vytvoří oxid uhelnatý, oxid uhličitý a vodík, které působí jako ochranný plyn chránící roztavený kov.
- vzniklý vodík z tavení elektrodového povlaku vytváří relativně vysoké obloukové napětí.
- celulózové elektrody produkují dobré až vynikající kvality svařování pro bezpečné kruhové švy (potrubí).
- celulózové elektrody produkují relativně malý objem strusky.
celulózové elektrody je třeba zvážit
- tyčinkové elektrody potažené celulózou nemohou být během výroby nebo před svařováním pečeny, protože pečení by celulózu zničilo; proto obsahují relativně vysokou vlhkost a produkují vysoké vodíkové svary.
- celulózové elektrody jsou spojeny s rizikem krakování vodíku v důsledku vyrobených vysokých vodíkových svarů.
- jako kontrolní opatření, další svarový průchod pro sledování kořenového průchodu celulózové elektrody, zatímco svarová patka je stále horká, aby se usnadnil únik vodíku a minimalizovalo se riziko vodíkových trhlin. Druhý svarový průchod, který byl proveden, zatímco kořenový průchod je stále horký, se nazývá (hot-pass).
- celulózové elektrody jsou omezeny v použití pro svařování vysokopevnostní oceli nebo tlustého ocelového průřezu z důvodu rizika praskání v důsledku vyrobených vysoce vodíkových svarů.
- tyčinkové elektrody potažené celulózou vytvářejí svary s nízkou houževnatostí při nízkých teplotách.
- celulózové elektrody produkují při svařování vysoký kouř; při práci v otevřených prostorech však nerozptyluje.
- vysoce kvalifikovaný svářeč je vyžadován při vertikálním svařování dolů pro zvukový svar.
- je třeba použít speciální svisle dolů svařovací zdroje s velmi strmými regulačními charakteristikami napětí a naprázdno ≥ 80.
- správné uchycení spoje je nezbytné, se správným zarovnáním okrajů desky a konstantní kořenovou mezerou.
celulózové elektrody používají
- celulózou potažené tyčinkové elektrody používané při vertikálním svařování při vyšší rychlosti a nižším riziku nedostatečné penetrace a nedostatečné fúze.
- celulózové elektrody jsou nejvhodnějšími elektrodami pro provádění svařování kořenovým průchodem vysokou rychlostí a dobrou penetrací.
- celulózové tyčinkové elektrody jsou známé pro svařování potrubí kořenového průchodu s dobrou penetrací.
- celulózové elektrody se používají při svařování vertikálních a obvodových spojů na olejových zásobnících.
tyčinkové elektrody potažené celulózou jsou svařeny stejnosměrným proudem na pólu + (DC+) nebo střídavým proudem (AC).
klasifikace svařovacích elektrod
různé mezinárodní normy klasifikují svařovací elektrody; evropské a americké normy jsou nejběžnějšími standardy používanými pro klasifikaci elektrod. Klasifikace elektrod je založena na zkušebních požadavcích stanovených normami na usazeninách svarů, aby se ověřilo, zda svary splňují požadavky na mechanické vlastnosti a chemické složení. Výrobci elektrod mají tendenci certifikovat své elektrody většinou mezinárodních standardů pro širší použití.
nejběžnější mezinárodní normy klasifikující svařovací elektrody jsou:
- ISO 2560 – svařovací spotřební materiál (kryté elektrody pro ruční obloukové svařování nelegovaných a jemnozrnných ocelí).
- AWS A5. 1-specifikace pro uhlíkové oceli elektrody pro stíněné kovové obloukové svařování.
- AWS A5. 5-specifikace pro nízkolegované ocelové elektrody pro obloukové svařování stíněným kovem.
klasifikace ISO 2560
norma ISO 2560 klasifikuje kryté elektrody pro ruční obloukové svařování nelegovaných a jemnozrnných ocelí; norma se dělí na dva klasifikační systémy, Systém „a“ a systém „B“ následovně:
- ISO 2560 klasifikační systém „A“: klasifikace podle mez kluzu a rázové energie 47 j.
- ISO 2560 klasifikační systém „B“: klasifikace podle pevnosti v tahu a energie nárazu 27 j.
výrobce elektrod vytiskne na každou elektrodu specifické označení, aby identifikoval její vlastnosti a použití na základě jednoho ze dvou výše uvedených systémů.
ISO 2560 klasifikační systém „a“
označení je rozděleno na povinné a volitelné; v systému „a“ označení povinné zahrnuje mez kluzu, energii nárazu, chemické složení a typ povlaku elektrody. Volitelné zahrnuje difuzní obsah vodíku, svařovací polohu a regeneraci kovů a typ proudu.
povinné části musí být označeny a vytištěny na elektrodách, zatímco volitelné části nejsou povinné a nemusí být zobrazeny na všech elektrodách.

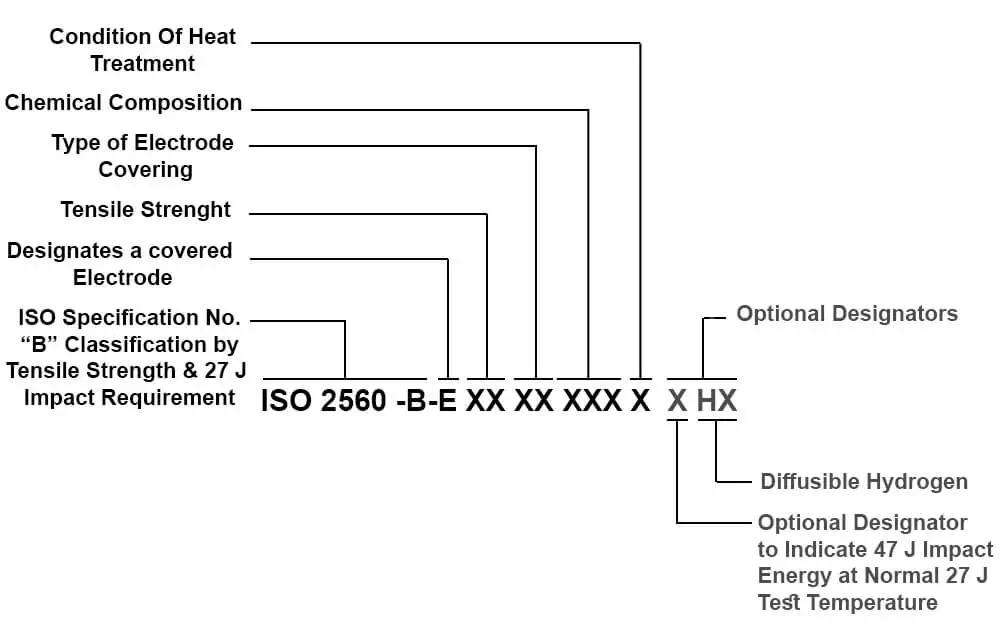
ISO 2560 klasifikační systém „B“
označení je rozděleno na povinné a volitelné; v systému „B“ označení povinné zahrnuje pevnost v tahu, typ povlaku elektrod, chemické složení a stav tepelného zpracování. Volitelné zahrnuje difuzní obsah vodíku a energii nárazu 47 J při normální zkušební teplotě 27 J.
povinné části musí být označeny a vytištěny na elektrodách, zatímco volitelné části nejsou povinné a nemusí být zobrazeny na všech elektrodách.
AWS a 5.1 a AWS A5. 5
AWS A5.1 a A5. 5 standardy klasifikují elektrody z uhlíkové oceli a elektrody z nízkolegované oceli pro obloukové svařování stíněným kovem. Označení elektrody je rozděleno na povinné a doplňkové; povinné i doplňkové označení musí být vytištěno na každé elektrodě podle požadavků klasifikačního systému.
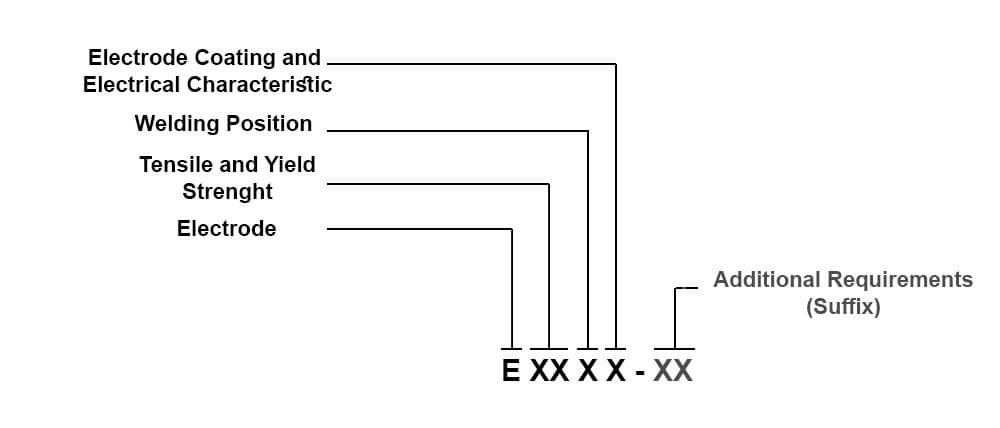
každá číslice označení elektrody se používá k označení specifického požadavku normy následovně:
E – elektroda
pevnost v tahu a mez kluzu – v PSI svarového kovu
- E60xx – pevnost v tahu 60 000 psi
- E70xx – pevnost v tahu 70 000 psi
- E80xx – pevnost v tahu 80 000 psi
- E90xx – pevnost v tahu 90 000 psi
- E100xx – pevnost v tahu 100 000 psi
- E110xx – pevnost v tahu 110 000 PSI
- e120xx – pevnost v tahu 120 000 psi
svařovací polohy
- exx1x ploché, horizontální, vertikální (nahoru), nad hlavou.
- Exx2x Flat, Horizontal.
- Exx3x Flat.
- Exx4x Flat, Horizontal, Overhead, Vertical (down).
Electrode Coating
- Exxx0 – Cellulose, Sodium
- Exxx1 – Cellulose, Potassium
- Exxx2 – Rutile, Sodium
- Exxx3 – Rutile, Potassium
- Exxx4 – Rutile, Iron Powder
- Exxx5 – Low Hydrogen, Sodium
- Exxx6 – Low Hydrogen, Potassium
- Exxx7 – Iron Powder, Iron Oxide
- Exxx8 – Low Hydrogen, Iron Powder
- Exxx9 – Iron Oxide, Rutile, Potassium
Electrode Current and Penetration
- Exxx0 – DC+ (Deep Penetration)
- Exxx1 – AC/DC+ (Deep Penetration)
- Exxx2 – AC/DC- (Medium Penetration)
- Exxx3 – AC/DC+/DC- (Light Penetration)
- Exxx4 – AC/DC+/DC- (Medium Penetration)
- Exxx5 – DC+ (Medium Penetration)
- Exxx6 – AC/DC+ (Medium Penetration)
- Exxx7 – AC/DC- (Medium Penetration)
- Exxx8 – AC/DC+ (Medium Penetration)
- Exxx9 – AC/DC+/DC- (Medium Penetration)
Additional Requirements as per AWS A5.1
- (1) – znamená zvýšenou houževnatost pro elektrody E7018 nebo zvýšenou tažnost pro elektrody E7024.
- (M) – znamená, že elektroda splňuje většinu vojenských požadavků; vojenské požadavky jsou obvykle větší houževnatost, nižší obsah vlhkosti a specifické difuzní vodíkové limity pro svarový kov.
- (H4), (H8) nebo (H16) – označuje maximální limit difuzního vodíku měřený v milimetrech na 100 gramů (mL/100 g).
- H4 znamená 4 ml na 100 gramů.
- H8 znamená 8 ml na 100 gramů.
- H16 znamená 16 ml na 100 gramů.
další požadavky podle AWS A5.5
- (A1) – typ slitiny oceli: uhlík-molybden.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) – typ slitiny oceli: chrom-molybden s různými procenty.
- (C1) / (C1L) / (C2) / (C2L) / (C3) – typ slitiny oceli: niklová ocel s různými procenty.
- (NM) – typ slitiny oceli: nikl-molybden.
- (D1) / (D2) / (D3) – Typ Slitiny Oceli: Mangan-Molybden.
- (W) – Zvětrávací ocel.
- (G) – žádná požadovaná chemie.
- (M) – vojenská třída.
související článek: průvodce 6010, 6011, 6013 a 7018 svařovacích tyčí

rychlost nanášení svařovacích elektrod
rychlost nanášení svařovací elektrody je rychlost, kterou může být roztavený kov ze svaru uložen vyjádřený v gramech, kilogramech nebo librách za hodinu. Výpočet je založen na nepřetržitém provozu s vyloučením doby zastavení spotřebované při vkládání nové elektrody, čištění strusky nebo jiných vnějších důvodů.
kontrola svařovacích elektrod
kontrola svařovacích elektrod před použitím je nezbytná, aby se zabránilo vadám svarů, které mohou vyplynout z použití elektrod, které nesplňují požadavky; obvykle se ověřují následující body:
Velikost elektrody
průměr a délka elektrody musí splňovat požadavky na objednávku, obvykle délka 350-450mm a průměr elektrody 2,5-6mm; k dispozici jsou však i jiné délky a průměry.
elektrodový povlak stav
povlak tavidla musí být bez trhlin a třísek; ocelový drát jádra musí být soustředný se stejnou tloušťkou povlaku a správné přilnutí mezi povlakem a jádrem drátu je nezbytné.
označení elektrody
označení elektrody by mělo splňovat požadavky svařovacího projektu, a proto je nezbytné ověřit, zda následující označení odpovídají požadavkům svařovacího kloubu.
- materiál: Různé materiály svařovací elektrody jsou k dispozici na bázi materiálu obecného kovu; elektrody přicházejí z nízkouhlíkové oceli, vysoce uhlíkové oceli, litiny, speciálních slitin atd.
- pevnost a houževnatost: výtěžek elektrod, pevnost v tahu a houževnatost se liší v závislosti na požadavku na pevnost svarového spoje.
- chemické složení: chemické složení svarového kovu, které má tendenci zlepšovat charakteristiku svarového spoje.
- obsah železného prášku: obsah železného prášku v povlaku pro zvýšení depozice kovů a produktivity; omezuje však svařovací polohy.
- svařovací poloha: pro různé svařovací polohy se používají různé elektrody.
Provozní proměnné svařovacích elektrod
během svařování ovlivňují svařovací elektrody různé proměnné a svářeč řídí tyto proměnné, proměnné jsou:
- proud (proud): Proud je určen velikostí elektrody a svařovací polohou, výrobce elektrody určuje doporučenou hodnotu proudu. Nízká intenzita proudu vytváří nepravidelný tvar svaru a nedostatek fúze a penetrace. Vysoká intenzita proudu má za následek nadměrnou penetraci, propálení, podříznutí a může poškodit elektrodu v důsledku přehřátí.
- délka oblouku (napětí): svářeč řídí délku oblouku během svařování udržováním vzdálenosti mezi svařovací elektrodou a obecným kovem, a proto řídí obloukové napětí, obloukové napětí je napětí potřebné k udržení oblouku během svařování. Nízké napětí způsobuje špatnou penetraci, začlenění strusky a nestabilní oblouk. Vysoké napětí vytváří nadměrný rozstřik a způsobuje pórovitost a nepravidelný tvar svaru.
- rychlost jízdy: V závislosti na provedení svařování stringerovými kuličkami nebo tkaní se délka nánosu svaru z jedné standardní elektrody nazývá délka házení (ROL) a je definována ve specifikaci postupu svařování (WPS). Vysoká rychlost pojezdu vytváří úzký svarový korálek, začlenění strusky a špatnou fúzi a penetraci. Pomalá rychlost pojezdu vytváří nepravidelný tvar svaru, nadměrný usazený svar a studené kolo.
- úhel pojezdu: v závislosti na poloze svařování je nastaven úhel elektrody. Trailing, vertical nebo leading jsou známá poloha úhlu pojezdu, která ovlivňuje pronikání svaru a ukládání kovů.
- manipulace: techniky manipulace se svařováním se mezi svářeči liší; technika závisí na typu elektrody, proudu, poloze svařování, typu svařovacího průchodu (kořen, výplň nebo víčko) a konstrukci spoje.
 nahlásit tento ad
nahlásit tento ad
Typ proudu pro svařovací elektrody
stejnosměrný proud-elektroda pozitivní (DC+)
Svařovací elektroda je kladný pól ve svařovacím obvodu a základní kov je záporný pól. Teplo generované svařováním se rozděluje na dvě třetiny na hrotu elektrody a jednu třetinu na základní kov.
stejnosměrný proud-záporná elektroda (DC-)
Svařovací elektroda je záporný pól ve svařovacím obvodu a základní kov je kladný pól. Teplo generované svařováním se rozděluje na jednu třetinu na hrotu elektrody a dvě třetiny na základní kov.
střídavý proud (AC)
proud se střídá mezi svařovací elektrodou a obecným kovem. Teplo generované svařováním je rovnoměrně rozloženo mezi špičkou elektrody a obecným kovem.